How to Choose the Right Mineral Water Plant Capacity for Your Business....
Jul 14, 2026
uploads/blogs/blog_6a562c21d7bc7.jpg
The bottled drinking water industry in India is expanding rapidly due to increasing awareness about safe and hygienic drinking water. From startups to established businesses, many entrepreneurs are investing in mineral water plants to meet the growing demand.
However, one of the biggest questions before setting up a mineral water plant is:
⚫ What capacity should I choose?
Selecting the right plant capacity is not just about producing more water. It is about balancing your investment, market demand, operational efficiency, and future business growth. A plant that is too small may struggle to meet customer demand, while an oversized plant can increase electricity consumption, maintenance costs, and unnecessary investment.
This guide will help you understand how to choose the ideal mineral water plant capacity for your business.
⚫ Why Plant Capacity Matters
The capacity of a mineral water plant determines how much purified water you can produce every hour. It directly affects your production capability, operating expenses, manpower requirements, and profitability.
Choosing the right capacity helps your business:
1. Meet customer demand without production delays.
2. Optimize electricity and operating costs.
3. Improve return on investment.
4. Avoid unnecessary expansion expenses.
5. Ensure smooth day-to-day operations.
Rather than choosing the biggest plant available, businesses should select a capacity that aligns with their actual production requirements.
⚫ Start by Understanding Your Daily Water Demand
Before purchasing any equipment, estimate how much water you expect to sell every day.
For example:
If you are supplying water only within your local market, a smaller plant may be sufficient.
If you plan to supply bottled water to hotels, hospitals, schools, offices, or distributors, your production requirements will be much higher.
Businesses planning regional distribution should consider a larger capacity that can support future expansion.
Understanding demand is the first step toward selecting the right plant.
⚫ Consider Your Target Customers
Different customers require different production capacities.
If your business focuses on local retail shops, a lower-capacity plant may be enough.
If you supply to industries, institutions, restaurants, or government organizations, higher production capacity becomes essential.
Your customer base should determine your production capability—not assumptions.
⚫ Check the Quality of Your Raw Water
Not all water sources are the same.
Borewell water, river water, municipal water, and surface water contain different levels of impurities, hardness, iron, and dissolved salts.
Before deciding on plant capacity, conduct a professional water quality analysis. The treatment process and equipment required depend on the quality of your source water.
Better planning at this stage prevents operational problems later.
⚫ Think About Future Business Growth
Many entrepreneurs purchase a small plant because of budget limitations, only to realize within a year that production is insufficient.
If you expect your business to grow, choose a system that can be upgraded later or invest in a slightly larger capacity from the beginning.
Planning for future expansion is usually more economical than replacing an entire plant after a short period.
⚫ Available Space Also Matters
Mineral water plants require space not only for the RO system but also for storage tanks, bottle filling machines, packaging units, raw material storage, and finished goods.
A properly planned layout improves production efficiency and simplifies maintenance.
Before selecting capacity, ensure your facility has enough room for present operations and future expansion.
⚫ Budget Should Be Planned Wisely
Many buyers focus only on the purchase price of the plant.
In reality, your total investment also includes installation, piping, electrical work, packaging equipment, bottles, storage tanks, transportation, and maintenance.
Instead of selecting the cheapest option, invest in a quality system that delivers reliable performance for years.
A well-designed plant reduces breakdowns, maintenance costs, and production losses.
⚫ Which Capacity Is Right for Your Business?
There is no single answer because every business has different production requirements.
Small businesses entering the market usually begin with lower capacities.
Growing businesses supplying multiple customers generally require medium-capacity systems.
Large-scale packaged drinking water manufacturers often invest in high-capacity automated plants capable of meeting continuous market demand.
The ideal capacity is the one that matches your current demand while allowing room for future growth.
⚫ Partner with the Right Manufacturer
Even the best-designed plant cannot perform efficiently without proper engineering, installation, and technical support.
Choosing an experienced manufacturer ensures:
1. Proper system design
2. Quality components
3. Efficient water recovery
4. Reliable after-sales service
5. Easy availability of spare parts
6. Professional installation and commissioning
Working with an experienced supplier also helps avoid costly mistakes during setup.
⚫ Why Choose Srishti Polytech?
At Srishti Polytech, we specialize in designing and manufacturing customized Mineral Water Plants for businesses of all sizes. Whether you are launching a new packaged drinking water project or expanding your existing production capacity, we provide complete solutions tailored to your requirements.
Our services include:
1.. Mineral Water Plant Manufacturing
2. Industrial RO Plants
3. Water Treatment Plants (WTP)
4. Bottle Filling & Packaging Solutions
5. Plant Installation & Commissioning
6. Technical Support & After-Sales Service
Our team works closely with every client to recommend the most suitable plant capacity based on water quality, production goals, available space, and budget.
⚫ Conclusion
Selecting the right mineral water plant capacity is one of the most important decisions for any packaged drinking water business. Instead of focusing only on cost, evaluate your market demand, water source, available space, future expansion plans, and production goals.
A properly sized mineral water plant improves efficiency, reduces operating costs, and supports long-term business growth.
If you're looking for a reliable partner to help you choose and install the right mineral water plant, Srishti Polytech offers complete water treatment and bottling solutions designed for performance, quality, and long-term success.
⚫ Contact Srishti Polytech
📍 Pandey Niwas, Gopal Nagar, Manaitand, Dhanbad, Jharkhand – 826001
📞 6206289736 | 7488581814
📧 srishtipolytech@gmail.com
🌐 www.srishtipolytech.com | www.srishtipolytech.in
⚫ Keywords
#Mineral Water Plant# Mineral Water Plant Capacity# Packaged Drinking Water Plant# Mineral Water Plant Manufacturer# Industrial RO Plant# Mineral Water Plant Cost# Mineral Water Plant Business# Water Bottling Plant# Drinking Water Plant# Mineral Water Plant Machinery

Jul 14, 2026
How to Choose the Right Mineral Water Plant Capacity for Your Business....
The bottled drinking water industry in India is expanding rapidly due to increasing awareness about safe and hygienic drinking water....
Complete Water Treatment Solutions for Industries: A Comprehensive Guide
Jul 13, 2026
uploads/blogs/blog_6a54ae629f3ad.jpg
Water is one of the most valuable resources in every industry. Whether it's used in manufacturing, food processing, pharmaceuticals, textiles, power generation, or commercial facilities, maintaining the right water quality is essential for efficient operations, product quality, and environmental compliance.
Poor water quality can lead to equipment scaling, corrosion, production downtime, increased maintenance costs, and regulatory challenges. This is where complete water treatment solutions become essential.
At Srishti Polytech, we provide end-to-end water treatment solutions tailored to meet the unique requirements of industries across India. From water purification to wastewater treatment and water recycling, our customized systems help businesses optimize water usage while reducing operational costs.
What Are Water Treatment Solutions?
Water treatment solutions refer to a range of technologies, equipment, and processes designed to improve water quality for industrial, commercial, and domestic applications. These solutions remove impurities, dissolved salts, suspended solids, microorganisms, and harmful contaminants to make water suitable for its intended use.
- Depending on the application, water treatment may involve:
Raw Water Treatment
Drinking Water Purification
Process Water Treatment
Wastewater Treatment
Water Softening
Iron Removal
Water Recycling
Zero Liquid Discharge (ZLD)
- Why Industries Need Water Treatment Solutions
Industries rely heavily on water for production, cooling, cleaning, and processing. Untreated water can negatively affect operations and equipment.
Benefits include:
✔ Improved Water Quality
✔ Longer Equipment Life
✔ Reduced Maintenance Costs
✔ Better Product Quality
✔ Regulatory Compliance
✔ Water Conservation
✔ Lower Operating Costs
✔ Sustainable Manufacturing
- Complete Water Treatment Solutions Offered by Srishti Polytech
1. Industrial RO Plants
Industrial Reverse Osmosis (RO) Plants remove dissolved salts, TDS, chemicals, and impurities to produce high-quality purified water.
Applications:
Manufacturing Industries
Pharmaceutical Plants
Food & Beverage Industries
Hotels
Hospitals
Commercial Buildings
2. Water Treatment Plants (WTP)
Water Treatment Plants convert raw water from rivers, borewells, lakes, or municipal supplies into clean, usable water.
- Treatment Process
Aeration
Coagulation
Flocculation
Sedimentation
Filtration
Disinfection
Suitable For
Municipal Water Supply
Industries
Residential Townships
Educational Institutions
3. Water Softener Plants
Hard water contains excessive calcium and magnesium, leading to scale formation and equipment damage.
Water softeners remove hardness, improving system efficiency.
Benefits
Prevents Scaling
Improves Boiler Efficiency
Reduces Maintenance
Extends Equipment Life
4. Iron Removal Plants
Groundwater often contains high levels of iron, affecting water quality and causing staining.
Iron Removal Plants eliminate excess iron and improve water quality.
Applications
Borewell Water
Rural Water Supply
Industrial Water Systems
Commercial Buildings
5. Effluent Treatment Plants (ETP)
Industrial wastewater contains harmful chemicals and pollutants that must be treated before discharge or reuse.
ETPs help industries comply with environmental regulations while reducing pollution.
- Industries Served
Chemical
Textile
Pharmaceutical
Food Processing
Electroplating
Paper Industries
6. Sewage Treatment Plants (STP)
STPs treat domestic sewage generated from residential, commercial, and institutional facilities.
Treated water can be reused for:
Gardening
Toilet Flushing
Cooling Towers
Landscaping
7. Mineral Water Bottling Plants
Srishti Polytech also provides complete mineral water plant solutions including:
RO Plant
Ozonator
UV Sterilizer
Bottle Filling Machine
Capping Machine
Labeling Machine
Shrink Wrapping Machine
Ideal for entrepreneurs looking to start a packaged drinking water business.
8. Zero Liquid Discharge (ZLD) Solutions
ZLD systems recover and recycle nearly all wastewater generated by industries, significantly reducing freshwater consumption and minimizing liquid waste discharge.
- Industries We Serve
Our water treatment solutions are widely used in:
Manufacturing Industries
Pharmaceutical Companies
Food & Beverage Plants
Hospitals
Hotels & Resorts
Textile Industries
Chemical Industries
Educational Institutions
Commercial Buildings
Municipal Water Projects
Mining & Steel Industries
- Benefits of Choosing Complete Water Treatment Solutions
1. Improved Water Quality
Consistent water quality ensures better operational performance.
2. Cost Savings
Reduced maintenance and improved equipment efficiency lower operational expenses.
3. Water Conservation
Recycling and reuse minimize freshwater consumption.
4. Environmental Compliance
Meet pollution control norms and environmental standards.
5. Increased Productivity
Reliable water supply supports uninterrupted production.
6. Long Equipment Life
Proper water treatment reduces corrosion, fouling, and scaling.
- How to Choose the Right Water Treatment Solution
Before selecting a system, consider:
Water Source (Borewell, River, Municipal)
Water Quality Analysis
Daily Water Demand
Industrial Application
Available Installation Space
Budget
Future Capacity Expansion
Regulatory Requirements
A professional water analysis helps determine the most suitable treatment process and equipment.
Why Choose Srishti Polytech?
Srishti Polytech is a trusted manufacturer and supplier of industrial water treatment systems in India. We provide complete, customized solutions tailored to your specific water quality and operational requirements.
- Our Expertise Includes
Industrial RO Plants
Water Treatment Plants (WTP)
Effluent Treatment Plants (ETP)
Sewage Treatment Plants (STP)
Water Softener Plants
Iron Removal Plants
Mineral Water Bottling Plants
Zero Liquid Discharge (ZLD) Systems
Why Customers Trust Us
✔ Customized Engineering Solutions
✔ High-Quality Equipment & Components
✔ Energy-Efficient Designs
✔ Complete Installation & Commissioning
✔ Professional Technical Support
✔ Reliable After-Sales Service
✔ Competitive Pricing
- Conclusion
Water treatment is no longer just an operational requirement—it is a strategic investment that improves productivity, reduces costs, protects equipment, and supports environmental sustainability. Choosing the right water treatment solution ensures consistent water quality, efficient operations, and long-term business success.
Whether you need a Water Treatment Plant (WTP), Industrial RO Plant, ETP, STP, Water Softener, Iron Removal Plant, or a complete water treatment solution, Srishti Polytech is your trusted partner for delivering reliable and customized systems across India.
- Contact Srishti Polytech
Srishti Polytech
📍 Pandey Niwas, Gopal Nagar, Manaitand, Dhanbad, Jharkhand – 826001
📞 +91 762062897366 | +91 7488581814
📧 srishtipolytech@gmail.com
🌐 www.srishtipolytech.com | www.srishtipolytech.in
Your Trusted Partner for Industrial Water Treatment Solutions
- Keywords
#Water Treatment Solutions# Industrial Water Treatment Solutions# Water Treatment Plant# Industrial Water Treatment# Water Treatment Plant Manufacturer# Water Treatment Company# Water Purification Solutions
Industrial Water Purification

Jul 13, 2026
Complete Water Treatment Solutions for Industries: A Comprehensive Guide
Water is one of the most valuable resources in every industry. Whether it's used in manufacturing, food processing, pharmaceuticals, textiles,...
Top Benefits of Installing a Dust Separator in Manufacturing Industries
Jul 11, 2026
uploads/blogs/blog_6a520a8512d15.jpg
Industrial manufacturing processes such as grinding, cutting, crushing, sanding, mixing, and material handling generate large amounts of airborne dust. If left uncontrolled, this dust can affect worker health, damage expensive machinery, reduce production efficiency, and lead to environmental compliance issues.
A Dust Separator is an effective industrial dust control solution designed to capture and separate dust particles before they spread throughout the workplace. Installing a high-quality dust separator not only creates a cleaner working environment but also improves operational efficiency and reduces long-term maintenance costs.
In this blog, we'll explore the major benefits of installing a dust separator in manufacturing industries and why it has become an essential investment for modern industrial facilities.
- What is a Dust Separator?
A Dust Separator is an industrial air filtration system that removes dust, debris, and fine particles generated during manufacturing operations. It separates dust from the airflow and collects it in a dedicated chamber or collection bin, helping maintain clean air and protecting workers and equipment.
Dust separators are widely used in:
* Cement Plants
* Steel Industries
* Stone Crusher Plants
* Woodworking Units
* Pharmaceutical Industries
* Food Processing Plants
* Chemical Industries
* Textile Industries
* Mining Operations
* Packaging Industries
- Top Benefits of Installing a Dust Separator
1. Improves Workplace Air Quality
Airborne dust reduces indoor air quality and creates an unhealthy working environment. A dust separator efficiently captures dust particles, ensuring cleaner air and a healthier workplace.
Benefits
* Cleaner production area
* Better breathing environment
* Improved employee comfort
* Reduced airborne contaminants
2. Protects Employee Health
Continuous exposure to industrial dust may lead to respiratory illnesses, allergies, eye irritation, and other occupational health risks.
A dust separator helps minimize worker exposure to harmful dust, supporting a safer and healthier workplace.
Health Advantages
* Reduced respiratory problems
* Lower risk of occupational diseases
* Improved employee well-being
* Better workplace safety
3. Increases Equipment Life
Dust accumulation inside machines can cause excessive wear, overheating, and unexpected breakdowns.
Installing a dust separator helps protect machinery by preventing dust from entering critical mechanical components.
Result
* Longer machine life
* Reduced maintenance costs
* Less downtime
* Improved equipment performance
4. Enhances Production Efficiency
A clean production environment allows machines to operate more efficiently with fewer interruptions caused by dust-related issues.
Manufacturers benefit from:
* Higher productivity
* Faster operations
* Better workflow
* Consistent production quality
5. Reduces Maintenance Costs
Without proper dust control, frequent cleaning and repairs become necessary.
A dust separator minimizes dust buildup, reducing maintenance requirements and lowering overall operating expenses.
6. Helps Meet Pollution Control Requirements
Many industries are required to control dust emissions to comply with environmental regulations.
A properly designed dust separator supports cleaner operations and helps industries manage particulate emissions more effectively.
7. Improves Product Quality
Dust contamination can affect the quality of finished products, especially in food processing, pharmaceuticals, electronics, and precision manufacturing.
Dust separators help maintain cleaner production environments, resulting in improved product quality and reduced rejection rates.
8. Creates a Safer Workplace
Dust accumulation on floors and equipment increases the risk of slips, equipment malfunctions, and, in some industries, combustible dust hazards.
A dust separator contributes to a cleaner and safer facility by reducing dust buildup throughout the workplace.
9. Saves Cleaning Time
Factories without proper dust control require constant manual cleaning.
With a dust separator:
* Less housekeeping
* Faster cleanup
* Reduced labor costs
* More productive working hours
10. Long-Term Cost Savings
Although installing a dust separator requires an initial investment, it provides significant long-term savings through:
* Lower maintenance expenses
* Reduced equipment failures
* Improved productivity
* Longer equipment lifespan
* Better operational efficiency
- Industries That Benefit from Dust Separators
Dust separators are suitable for:
* Cement Manufacturing
* Stone Crusher Plants
* Steel & Metal Industries
* Mining Operations
* Food Processing Units
* Pharmaceutical Manufacturing
* Woodworking Industries
* Chemical Plants
* Textile Industries
* Plastic Processing Industries
- Why Choose Srishti Polytech?
Srishti Polytech is a trusted manufacturer and supplier of industrial dust control solutions. Our dust separators are engineered for reliable performance, efficient dust removal, and long service life across a wide range of industrial applications.
We offer:
* High-efficiency dust separation systems
* Heavy-duty industrial construction
* Custom-designed solutions
* Professional installation support
* Reliable after-sales service
* Competitive pricing
Whether you need a dust separator for a manufacturing plant, stone crusher, woodworking unit, or processing industry, our team can help you select the right solution for your requirements.
- Conclusion
Installing a dust separator is more than just a pollution control measure—it's an investment in workplace safety, equipment protection, operational efficiency, and long-term business performance. By reducing airborne dust, improving productivity, and supporting cleaner manufacturing processes, a dust separator helps industries operate more efficiently and responsibly.
If you're planning to upgrade your dust control system, Srishti Polytech offers dependable, industrial-grade dust separators designed to meet the needs of modern manufacturing facilities.
- Contact
Srishti Polytech
📍 Pandey Niwas, Gopal Nagar, Manaitand, Dhanbad, Jharkhand – 826001
📞 +91 762062897366 | 7488581814
📧srishtipolytech@gmail.com
🌐 [www.srishtipolytech.com] / [www.srishtipolytech.in]
- Keywords
#Dust Separator# Industrial Dust Separator# Dust Separator Manufacturer# Dust Separator for Industries# Industrial Dust Control System# Dust Collection System# Dust Separator Manufacturer in India# Industrial Dust Collector# Dust Control Equipment# Dust Extraction System
Jul 11, 2026
Top Benefits of Installing a Dust Separator in Manufacturing Industries
Industrial manufacturing processes such as grinding, cutting, crushing, sanding, mixing, and material handling generate large amounts of airborne dust. If...
Complete Guide to Iron Removal Plants: Working, Design, Applications, and Benefits
Jul 10, 2026
uploads/blogs/blog_6a50e3508b467.jpg
Iron is one of the most common contaminants found in groundwater and borewell water across India. While small amounts of iron are not generally harmful to human health, excessive iron can create serious problems for households, commercial establishments, industries, and municipal water supply systems.
High iron concentration can cause reddish-brown stains on sinks and fixtures, unpleasant metallic taste, clogged pipelines, reduced efficiency of industrial equipment, and poor water quality. If left untreated, iron deposits can shorten the lifespan of pumps, pipelines, boilers, cooling towers, RO plants, and other water treatment equipment.
An Iron Removal Plant (IRP) is specifically designed to remove dissolved and suspended iron from water, ensuring clean, safe, and reliable water for domestic, commercial, and industrial applications.
This comprehensive guide explains how an Iron Removal Plant works, its major components, design considerations, applications, advantages, maintenance practices, and how to choose the right system.
What Is an Iron Removal Plant?
An Iron Removal Plant is a water treatment system that removes excess iron from groundwater or borewell water through oxidation and filtration.
Iron in groundwater is usually present as dissolved ferrous iron (Fe²⁺), which is invisible because it remains dissolved. Once exposed to oxygen, it converts into ferric iron (Fe³⁺), forming reddish-brown particles that can be filtered out.
The treatment process generally includes:
* Aeration or oxidation
* Iron precipitation
* Filtration
* Clean water storage
* Distribution
Depending on water quality, the system may also remove manganese, turbidity, hydrogen sulfide, and suspended solids.
Why Is Iron Removal Necessary?
Excess iron in water causes several operational and aesthetic issues.
- Common Problems
* Reddish or brown-colored water
* Metallic taste
* Yellow stains on clothes
* Brown stains on bathroom fittings
* Pipe clogging
* Reduced water pressure
* Scaling inside pipelines
* Pump damage
* Reduced RO membrane life
* Increased maintenance cost
For industries, untreated iron can affect product quality, production efficiency, and equipment reliability.
- Sources of Iron in Water
Iron naturally enters groundwater from underground rocks and minerals.
Common sources include:
* Borewell water
* Tube wells
* Groundwater aquifers
* Mining regions
* Iron-rich geological formations
* Corroded pipelines
* Industrial discharge (in some locations)
Groundwater in many parts of India often contains iron levels above the recommended limits, making treatment essential before use.
- Working Principle of an Iron Removal Plant
The process consists of four main stages.
Step 1: Raw Water Collection
Groundwater is pumped into the treatment system.
Typical sources include:
* Borewell
* Tube well
* Open well
* Underground water reservoir
Step 2: Oxidation
The dissolved ferrous iron (Fe²⁺) is converted into ferric iron (Fe³⁺).
Common oxidation methods include:
* Air aeration
* Cascade aeration
* Diffused aeration
* Chlorination
* Potassium permanganate dosing
* Ozone treatment
Aeration is the most commonly used and cost-effective method.
Step 3: Filtration
After oxidation, ferric iron forms solid particles.
The water passes through an iron removal filter containing specialized media such as:
* Manganese Greensand
* Birm
* Pyrolusite
* Catalytic media
* Multi-grade sand
* Gravel support bed
The filter traps iron particles while allowing clean water to pass through.
Step 4: Backwashing
Over time, iron deposits accumulate in the filter.
Automatic or manual backwashing removes trapped contaminants and restores filtration efficiency.
Regular backwashing is essential for maintaining consistent performance.
- Main Components of an Iron Removal Plant
A standard Iron Removal Plant includes:
* Raw Water Tank
* Feed Pump
* Aeration Unit
* Oxidation Chamber
* Pressure Sand Filter
* Iron Removal Filter
* Control Valves
* Pressure Gauges
* Flow Meter
* Piping System
* Treated Water Tank
* Electrical Control Panel
Optional components may include chlorine dosing systems, activated carbon filters, UV sterilization, and online monitoring instruments.
- Iron Removal Filter Media
The choice of filter media significantly influences plant performance.
- Birm
* Requires dissolved oxygen
* No chemical regeneration
* Low operating cost
* Suitable for moderate iron concentrations
- Manganese Greensand
* Removes iron and manganese
* Requires periodic regeneration
* Effective for higher contamination levels
- Pyrolusite
* High oxidation capability
* Suitable for challenging water conditions
* Long service life with proper maintenance
The appropriate media should be selected after laboratory analysis of the raw water.
- Design Considerations
A properly designed Iron Removal Plant depends on:
* Raw water quality
* Iron concentration
* Manganese concentration
* pH level
* Flow rate
* Daily water demand
* Turbidity
* Available installation space
* Future expansion requirements
Professional water testing is essential before finalizing the design.
- Applications of Iron Removal Plants
Iron Removal Plants are widely used across various sectors.
Residential
* Villas
* Apartments
* Housing societies
Commercial
* Hotels
* Hospitals
* Schools
* Shopping malls
* Office buildings
Industrial
* Textile industries
* Food processing plants
* Pharmaceutical manufacturing
* Chemical industries
* Automobile manufacturing
* Steel industries
* Power plants
Government Sector
* Rural water supply schemes
* Municipal water treatment
* Panchayat drinking water projects
* Public Health Engineering Department (PHED) projects
* Defence establishments
* Railways
* Educational institutions
- Benefits of Installing an Iron Removal Plant
An efficient Iron Removal Plant offers several advantages:
* Clean and clear water
* Improved taste and appearance
* Protection of pipelines and pumps
* Longer equipment life
* Reduced maintenance costs
* Better performance of RO systems
* Prevention of staining on fixtures and laundry
* Consistent water quality
* Compliance with project specifications
* Reliable operation for industrial processes
- Maintenance Tips
Routine maintenance ensures long-term efficiency.
Recommended practices include:
* Regular backwashing
* Inspection of valves and pumps
* Cleaning of aeration systems
* Monitoring pressure drop
* Water quality testing
* Timely replacement or regeneration of filter media
* Preventive maintenance of electrical components
A preventive maintenance schedule helps reduce downtime and extends equipment life.
- How to Choose the Right Iron Removal Plant
Before purchasing a system, consider:
* Water test report
* Required treatment capacity
* Daily water consumption
* Future expansion
* Automation requirements
* Installation space
* Availability of after-sales support
* Manufacturer's experience
* Quality certifications
* Warranty and service network
Selecting a reliable manufacturer ensures better performance, lower operating costs, and dependable technical support.
- Why Choose Srishti Polytech?
Srishti Polytech specializes in designing and manufacturing customized water treatment solutions for industrial, commercial, institutional, and government applications.
Our solutions are designed with high-quality components, efficient filtration technology, and dependable after-sales support to deliver long-lasting performance.
Our expertise includes:
* Iron Removal Plants
* Reverse Osmosis (RO) Plants
* Water Softening Plants
* Sewage Treatment Plants (STP)
* Effluent Treatment Plants (ETP)
* Water Filtration Systems
* Industrial Water Treatment Solutions
Whether your requirement is a compact system for a commercial building or a high-capacity plant for an industrial facility, our engineering team can design a solution tailored to your water quality and operational needs.
- Frequently Asked Questions (FAQs)
- What is the purpose of an Iron Removal Plant?
It removes excess iron from groundwater to improve water quality and protect plumbing and industrial equipment.
- Can an Iron Removal Plant remove manganese?
Yes. With suitable filter media and proper design, many systems can remove both iron and manganese.
- Does an Iron Removal Plant require chemicals?
Not always. Many systems rely on aeration and catalytic media, while higher contaminant levels may require chemical oxidation.
- How often should the filter be backwashed?
Backwashing frequency depends on raw water quality and usage. Many systems require daily or periodic backwashing to maintain performance.
- Is water testing necessary before installation?
Yes. A detailed water analysis is essential to determine the appropriate treatment process, filter media, and system capacity.
- Conclusion
Iron contamination is a common challenge in groundwater, but it can be effectively managed with a well-designed Iron Removal Plant. By combining proper oxidation, filtration, and regular maintenance, these systems deliver clean, clear water while protecting infrastructure and reducing operational costs.
Whether for residential communities, industries, institutions, or government projects, investing in the right Iron Removal Plant ensures reliable water quality, longer equipment life, and improved operational efficiency. Working with an experienced manufacturer helps ensure that the system is tailored to your specific water conditions and performs effectively for years to come.
- Contact Details
Srishti Polytech
All Types of Purification Solution
📞 6206289736 | 7488581814
📧 srishtipolytech@gmail.com
🌐 www.srishtipolytech.com / www.srishtipolytech.in
- Keywords
Iron Removal Plant | Iron Removal Filter | Industrial Water Treatment | Borewell Water Treatment | Iron Removal System | Water Filtration Plant | Groundwater Iron Removal | Iron Filter Manufacturer | Industrial Water Purification | Commercial Water Treatment | Iron Removal Plant Manufacturer | Water Treatment Solutions | Iron Removal Media | Water Engineering | Srishti Polytech

Jul 10, 2026
Complete Guide to Iron Removal Plants: Working, Design, Applications, and Benefits
Iron is one of the most common contaminants found in groundwater and borewell water across India. While small amounts of...
Reverse Osmosis Technology Explained: How It Removes Impurities....
Jul 08, 2026
uploads/blogs/blog_6a4e2a3ab71b1.jpg
Water is one of the most valuable natural resources, but not all water is safe to drink or use in industrial processes. It often contains dissolved salts, bacteria, viruses, heavy metals, chemicals, and suspended particles that can affect health, equipment, and manufacturing operations. This is where Reverse Osmosis (RO) technology plays a vital role.
Reverse Osmosis is one of the most advanced and widely used water purification technologies in the world. From homes and hospitals to pharmaceuticals, food processing, power plants, and manufacturing industries, RO systems provide clean, safe, and high-quality water by removing a wide range of contaminants.
In this comprehensive guide, we'll explain what Reverse Osmosis is, how it works, how it removes impurities, its key components, advantages, applications, maintenance requirements, and why it has become the preferred choice for modern water treatment.
Table of Contents
1. Introduction to Reverse Osmosis
2. What Is Reverse Osmosis?
3. Why Water Needs Purification
4. Principle Behind Reverse Osmosis
5. How Reverse Osmosis Removes Impurities
6. Step-by-Step RO Water Treatment Process
7. Types of Impurities Removed by RO
8. Major Components of an RO Plant
9. Advantages of Reverse Osmosis Technology
10. Industrial Applications of RO Plants
11. Factors Affecting RO Performance
12. Maintenance Tips
13. Common Myths About RO Water
14. Conclusion
What Is Reverse Osmosis?
Reverse Osmosis (RO) is a pressure-driven water purification process that removes dissolved salts, bacteria, viruses, heavy metals, organic contaminants, and other impurities by forcing water through a semi-permeable membrane.
The membrane allows only water molecules to pass while rejecting most dissolved and suspended contaminants.
Because of its high purification efficiency, RO technology is widely used for:
Drinking water purification
Industrial water treatment
Pharmaceutical manufacturing
Food & beverage processing
Hospitals
Laboratories
Boiler feed water
Commercial water treatment
Why Water Needs Purification
Raw water from rivers, lakes, borewells, and municipal supplies may contain:
High Total Dissolved Solids (TDS)
Calcium and magnesium (hardness)
Iron and manganese
Arsenic
Fluoride
Nitrates
Bacteria
Viruses
Organic chemicals
Pesticides
Suspended solids
These impurities can:
Affect human health
Damage industrial equipment
Cause scaling inside pipelines
Reduce boiler efficiency
Affect manufacturing quality
Increase maintenance costs
An RO plant effectively removes these contaminants, making water suitable for its intended use.
The Science Behind Reverse Osmosis
Osmosis is a natural process in which water moves through a semi-permeable membrane from a region of lower dissolved salt concentration to a region of higher dissolved salt concentration.
In Reverse Osmosis, external pressure greater than the natural osmotic pressure is applied to the concentrated side. This forces water molecules to move in the opposite direction through the membrane, leaving dissolved salts and other impurities behind.
The result is:
Permeate – purified water that passes through the membrane.
Reject (Concentrate) – water containing the rejected contaminants.
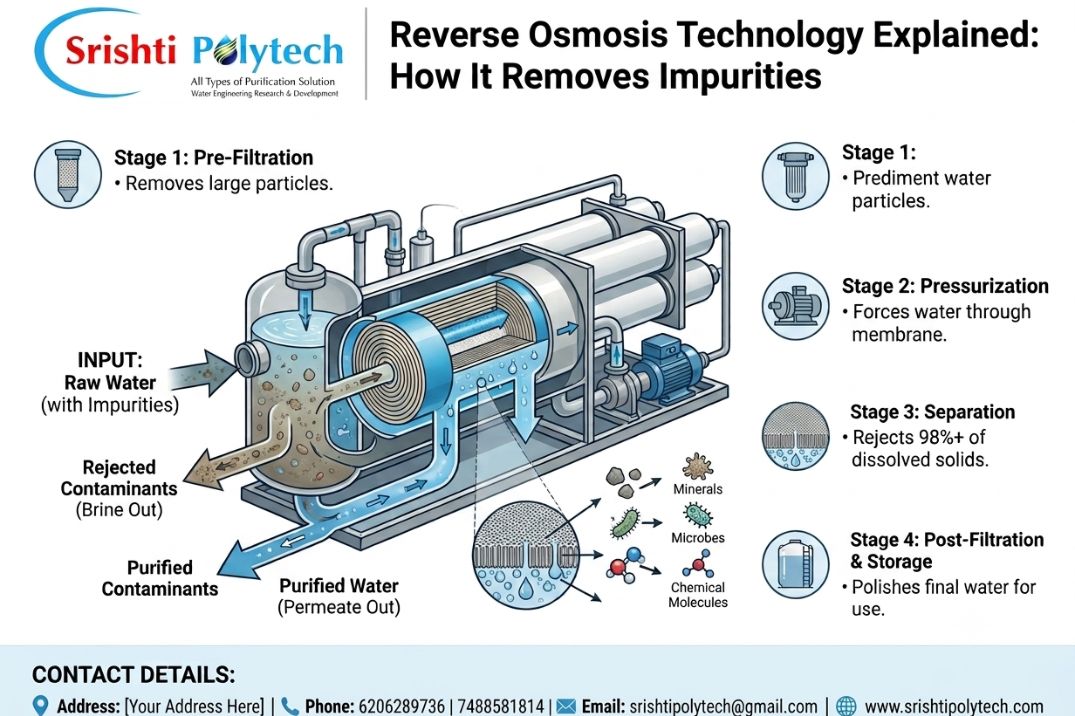
How Reverse Osmosis Removes Impurities
An RO system purifies water through multiple stages.
1. Pre-Filtration
Before water reaches the RO membrane, it passes through pre-treatment filters that remove larger contaminants and protect the membrane.
Typical pre-treatment includes:
Sand Filter
Activated Carbon Filter
Micron Cartridge Filter
Water Softener (when hardness is high)
These filters remove:
Dirt
Sand
Rust
Sediment
Chlorine
Organic matter
2. High-Pressure Pump
The feed water is pressurized using a high-pressure pump.
The pressure must be greater than the osmotic pressure so that water molecules can pass through the membrane.
Typical operating pressures:
Brackish Water RO: 8–20 bar
Seawater RO: 55–80 bar
3. Semi-Permeable Membrane
The membrane is the heart of an RO system.
It contains microscopic pores that allow water molecules to pass while rejecting:
Dissolved salts
Heavy metals
Bacteria
Viruses
Organic contaminants
Fluoride
Nitrates
Arsenic
The membrane typically removes 95–99% of dissolved impurities, depending on water quality and system design.
4. Permeate Collection
The purified water passing through the membrane is collected in a storage tank or sent directly to the application.
This water has:
Low TDS
No harmful bacteria
Reduced hardness
Improved taste and odor
High purity
5. Reject Water Discharge
The rejected impurities are flushed away through the reject line.
This continuous flushing prevents contaminants from accumulating on the membrane surface.
Major Components of an RO Plant
A typical industrial RO plant includes:
Raw Water Tank
Feed Pump
Multi Grade Sand Filter
Activated Carbon Filter
Water Softener (optional)
Micron Cartridge Filter
High Pressure Pump
RO Membrane Housing
RO Membrane
Pressure Gauges
Flow Meters
Conductivity/TDS Meter
Control Panel
Product Water Tank
Reject Water Line
Each component plays a critical role in ensuring efficient and reliable operation.
Advantages of Reverse Osmosis Technology
Reverse Osmosis offers several benefits:
Produces high-quality purified water
Removes dissolved salts and harmful contaminants
Improves taste, color, and odor
Reduces scaling in pipelines and boilers
Protects industrial equipment
Low operating costs after installation
Environmentally friendly
Suitable for residential, commercial, and industrial applications
Scalable for different capacities
Reliable and consistent water quality
Industrial Applications of RO Plants
Reverse Osmosis technology is widely used in:
Pharmaceutical industries
Food & beverage manufacturing
Textile industries
Chemical plants
Power plants
Hotels
Hospitals
Schools and universities
Commercial buildings
Bottled drinking water plants
Dairy industries
Electronics manufacturing
Automobile industries
Factors Affecting RO Plant Performance
Several factors influence the efficiency of an RO system:
Feed Water Quality
Higher contamination levels require more effective pre-treatment.
Operating Pressure
Adequate pressure is essential for efficient purification.
Water Temperature
Higher temperatures generally increase membrane permeability, while lower temperatures can reduce water production.
Membrane Condition
A clean membrane performs better than a fouled or damaged one.
Proper Pre-Treatment
Good pre-treatment extends membrane life and maintains system efficiency.
Maintenance Tips for Long-Term Performance
Regular maintenance helps ensure optimal performance:
Replace cartridge filters on schedule.
Clean membranes when fouling is detected.
Monitor TDS, pressure, and flow rates.
Inspect pumps and valves regularly.
Sanitize the system periodically.
Use quality spare parts and membranes.
Perform preventive maintenance to avoid downtime.
Common Myths About RO Water
Myth 1: RO removes all beneficial minerals.
RO reduces many dissolved minerals, but the need for mineral retention depends on the water source and intended use. Many systems can include remineralization if desired.
Myth 2: RO water is unsafe.
Properly maintained RO systems produce water that is widely used for drinking and industrial applications.
Myth 3: RO is only for salty water.
RO is effective for many types of source water, including borewell, municipal, and surface water, when designed appropriately.
Myth 4: RO plants require constant maintenance.
Routine maintenance is necessary, but with proper care, RO systems operate reliably for long periods.
Conclusion
Reverse Osmosis has transformed modern water purification by providing a reliable and efficient way to remove dissolved salts, microorganisms, heavy metals, and other contaminants. Whether used in homes, hospitals, industries, or commercial facilities, RO technology delivers high-quality water that supports health, productivity, and equipment longevity.
Selecting the right RO system, ensuring proper pre-treatment, and following regular maintenance practices are key to achieving long-term performance and consistent water quality.
About Srishti Polytech
Srishti Polytech is a trusted manufacturer and supplier of industrial water treatment solutions, offering customized RO Plants, Water Treatment Plants (WTP), Sewage Treatment Plants (STP), Effluent Treatment Plants (ETP), Water Softeners, Iron Removal Plants, and complete water purification systems for industrial and commercial applications across India.
Contact Us
📞 6206289736 | 7488581814
📧 srishtipolytech@gmail.com
🌐 www.srishtipolytech.com
Keywords
#Reverse Osmosis Technology# Reverse Osmosis Process# How RO Works
# RO Plant# Industrial RO Plant# Reverse Osmosis Water Treatment# RO Membrane# Water Purification Technology# Industrial Water Treatment# RO Water Treatment Plant# Water Filtration System# Commercial RO Plant
Water Treatment Solutions# RO Plant Manufacturer# Reverse Osmosis Explained
Jul 08, 2026
Reverse Osmosis Technology Explained: How It Removes Impurities....
Water is one of the most valuable natural resources, but not all water is safe to drink or use in...
Components of an Alkaline Water Plant Explained: A Complete Guide to Every Stage of the System.....
Jul 04, 2026
uploads/blogs/blog_6a48a00f7fed1.jpg
The demand for alkaline drinking water has grown significantly in recent years as consumers become more conscious of water quality, hydration, and healthy lifestyles. Businesses such as bottled water manufacturers, hospitals, hotels, gyms, corporate offices, and wellness centers are increasingly investing in Alkaline Water Plants to meet this growing demand.
An Alkaline Water Plant is more than just a Reverse Osmosis (RO) system. It is a complete water treatment solution that purifies raw water, removes harmful contaminants, and restores essential minerals to produce clean, safe, and alkaline drinking water with an optimized pH level.
In this blog, we'll explain each major component of an Alkaline Water Plant, its function, and why every stage is important for producing high-quality alkaline water.
- What Is an Alkaline Water Plant?
An Alkaline Water Plant is a water purification system that combines advanced filtration, Reverse Osmosis (RO), UV/Ozone disinfection, and mineral enrichment to produce purified water with a balanced alkaline pH.
Unlike a standard RO plant, an Alkaline Water Plant not only removes contaminants but also adds carefully selected minerals back into the water, improving both its taste and mineral content.
- Complete Flow of an Alkaline Water Plant
1. Raw Water Tank
⬇
2. Raw Water Pump
⬇
3. Multi Grade Sand Filter
⬇
4. Activated Carbon Filter
⬇
5. Water Softener (Optional)
⬇
6. Micron Cartridge Filter
⬇
7. High Pressure Pump
⬇
8. Reverse Osmosis Membrane
⬇
9. UV Sterilizer
⬇
10. Mineral Cartridge / Mineral Dosing System
⬇
11. pH Booster / Alkaline Filter
⬇
12. Ozone Generator
⬇
13. Product Water Storage Tank
⬇
14. Bottling / Distribution
1. Raw Water Storage Tank
The Raw Water Tank stores untreated water received from borewells, municipal supply, rivers, or other water sources.
Its purpose is to ensure a continuous supply of water to the treatment system even during fluctuations in the incoming water supply.
Benefits
* Maintains uninterrupted plant operation
* Provides stable water supply
* Allows sediment settlement before treatment
2. Raw Water Pump
The Raw Water Pump transfers water from the storage tank to the filtration units.
A properly selected pump ensures the required pressure and flow rate throughout the treatment process.
3. Multi Grade Sand Filter (MGF)
This is the first filtration stage.
The Multi Grade Sand Filter removes:
* Sand
* Mud
* Silt
* Suspended particles
* Visible impurities
Removing these particles protects downstream equipment from clogging and wear.
4. Activated Carbon Filter (ACF)
Activated Carbon plays a vital role in improving water quality.
It removes:
* Chlorine
* Bad odor
* Unpleasant taste
* Organic contaminants
* Color
This stage also protects the RO membrane from chlorine damage.
5. Water Softener Plant (Optional)
If the raw water contains high levels of calcium and magnesium, a Water Softener is installed before the RO system.
Its purpose is to:
* Remove hardness
* Prevent scaling
* Increase RO membrane life
* Improve system efficiency
This component is especially important for borewell water.
6. Micron Cartridge Filter
This is a fine filtration stage.
It removes particles as small as 5 or even 1 micron.
Its purpose is to provide additional protection to the RO membranes.
7. High Pressure Pump
Reverse Osmosis membranes require high pressure for efficient purification.
The High Pressure Pump:
* Increases water pressure
* Ensures consistent RO performance
* Maintains production capacity
8. Reverse Osmosis (RO) Membrane
This is the heart of the Alkaline Water Plant.
The RO membrane removes:
* Total Dissolved Solids (TDS)
* Heavy metals
* Bacteria
* Viruses
* Dissolved salts
* Harmful chemicals
* Fluoride
* Nitrates
After RO treatment, the water becomes extremely pure but also loses most of its natural minerals.
This is why mineral restoration becomes necessary.
9. UV Sterilizer
The UV System uses ultraviolet light to destroy microorganisms.
It eliminates:
* Bacteria
* Viruses
* Microbes
without adding chemicals.
10. Mineral Dosing System
One of the most important differences between a standard RO Plant and an Alkaline Water Plant is the Mineral Dosing System.
This unit adds essential minerals back into purified water.
Common minerals include:
* Calcium
* Magnesium
* Potassium
These minerals improve:
* Taste
* Drinking quality
* Mineral balance
11. Alkaline Filter / pH Booster
This is the defining component of the plant.
The Alkaline Filter increases the pH level of purified water.
Typical output pH ranges between **8.0 and 9.5**, depending on design and customer requirements.
Benefits include:
* Balanced mineral composition
* Improved taste
* Enhanced drinking water quality
12. Ozone Generator
Ozone is a powerful disinfectant.
Before storage or bottling, ozone is introduced into the water to eliminate any remaining microorganisms.
Benefits include:
* Additional microbial safety
* Increased shelf life
* Improved hygiene
This stage is particularly important in bottled drinking water plants.
13. Product Water Storage Tank
After purification, alkaline water is stored in a hygienic storage tank.
The tank is usually made of:
* Stainless Steel (SS304/SS316)
* Food-grade material
This ensures the water remains contamination-free before packaging or distribution.
14. Bottling or Distribution System
Depending on the application, treated alkaline water may be:
* Filled into bottles
* Filled into jars
* Supplied through pipelines
* Used in commercial facilities
* Distributed to drinking water stations
- Automation & Control Panel
Modern Alkaline Water Plants include advanced control systems featuring:
* PLC Control
* Automatic Operation
* Pressure Indicators
* Flow Meters
* TDS Monitoring
* pH Monitoring
* Level Sensors
* Auto Shut-off Protection
Automation improves efficiency while reducing manual intervention.
- Why Every Component Matters
Each component performs a specific function. If one stage is missing or underperforming, the overall quality of the treated water can be compromised. A well-designed Alkaline Water Plant ensures:
* Consistent water quality
* Balanced mineral content
* Reliable pH levels
* Safe and hygienic drinking water
* Longer equipment life
* Lower maintenance costs
- Applications of an Alkaline Water Plant
Alkaline Water Plants are widely used in:
* Packaged Drinking Water Plants
* Commercial Water Supply
* Hotels & Resorts
* Hospitals
* Corporate Offices
* Educational Institutions
* Restaurants
* Fitness Centers & Gyms
* Wellness Centers
* Residential Communities
- Why Choose Srishti Polytech?
At Srishti Polytech, we manufacture advanced Alkaline Water Plants designed for efficiency, reliability, and long-term performance. Every system is engineered using premium-quality components and modern purification technologies to ensure consistent production of safe, mineral-enriched alkaline drinking water.
Our services include:
* Customized Plant Design
* Manufacturing & Fabrication
* Installation & Commissioning
* Technical Consultation
* After-Sales Support
* Annual Maintenance Services (AMC)
Whether you need a compact commercial unit or a high-capacity industrial system, Srishti Polytech provides complete turnkey solutions tailored to your requirements.
- Conclusion
An Alkaline Water Plant is a carefully engineered system in which every component contributes to producing clean, safe, mineral-balanced, and high-quality drinking water. Understanding the role of each stage—from pre-filtration and RO purification to mineral dosing and pH enhancement—helps businesses choose the right system and ensure reliable long-term performance.
Investing in a high-quality Alkaline Water Plant not only improves water quality but also supports operational efficiency, customer satisfaction, and long-term business success.
- Contact Srishti Polytech
Srishti Polytech
OEM Manufacturer – Water & Wastewater Treatment Solutions
📞 Phone: +91 6206289736 | +91 7488581814
📧 Email: [srishtipolytech@gmail.com]
🌐 Website: [www.srishtipolytech.in] / [www.srishtipolytech.com]
- Keywords
#Alkaline Water Plant# Components of Alkaline Water Plant# Alkaline Water Plant Working# Mineral Water Plant Components# RO Alkaline Water System# pH Booster Filter# Mineral Dosing System# Alkaline Drinking Water# Water Treatment Plant# Commercial Alkaline Water Plant# Industrial Water Treatment# Water Purification Plant# Srishti Polytech

Jul 04, 2026
Components of an Alkaline Water Plant Explained: A Complete Guide to Every Stage of the System.....
The demand for alkaline drinking water has grown significantly in recent years as consumers become more conscious of water quality,...
Common Hard Water Problems and How a Water Softener Plant Solves Them.....
Jul 02, 2026
uploads/blogs/blog_6a45fc1915ecb.jpg
Water is one of the most important resources used in homes, commercial establishments, and industries. However, not all water is the same. One of the most common issues faced by businesses and households is hard water. While hard water may appear clean, it contains high concentrations of dissolved minerals such as calcium (Ca) and magnesium (Mg). These minerals can cause serious operational problems, increase maintenance costs, and reduce the efficiency of water-based equipment.
A Water Softener Plant is specifically designed to eliminate these hardness-causing minerals, providing soft water that improves equipment performance, extends machinery life, and reduces operating expenses.
In this blog, we'll discuss the common problems caused by hard water and explain how a Water Softener Plant offers an effective long-term solution.
- What Is Hard Water?
Hard water is water that contains excessive amounts of calcium and magnesium ions. These minerals naturally dissolve into groundwater as it passes through limestone, chalk, and other mineral-rich rocks.
Although hard water is generally safe for consumption, it can create numerous challenges for industrial processes, commercial facilities, and residential plumbing systems.
- Common Problems Caused by Hard Water
1. Scale Formation in Equipment
One of the biggest problems caused by hard water is the formation of scale deposits inside boilers, heat exchangers, pipelines, cooling towers, and water heaters.
Over time, these mineral deposits restrict water flow and reduce heat transfer efficiency, forcing equipment to consume more energy while delivering lower performance.
2. Higher Maintenance Costs
Hard water causes frequent scaling and clogging, resulting in regular cleaning, maintenance, and replacement of damaged components.
Industries often spend significant amounts on repairing equipment that could have been protected with proper water treatment.
3. Reduced Equipment Life
Continuous exposure to hard water damages pumps, valves, pipelines, RO membranes, and industrial machinery.
As scaling increases, equipment operates under higher stress, reducing its overall lifespan.
4. Increased Energy Consumption
Scale acts as an insulating layer inside boilers and heat exchangers.
Even a thin layer of scale can reduce heat transfer efficiency, causing equipment to consume more electricity or fuel to achieve the desired output.
This leads to higher operating costs.
5. Poor Performance of RO Plants
Reverse Osmosis systems perform best when supplied with properly pre-treated water.
Hard water causes scaling on RO membranes, reducing water recovery, lowering purification efficiency, and increasing membrane replacement costs.
That's why Water Softener Plants are commonly installed as a pre-treatment system before Industrial RO Plants.
6. Stains on Fixtures and Pipelines
Hard water leaves white deposits, stains, and mineral marks on taps, pipelines, sanitary fittings, storage tanks, and water fixtures.
These stains affect both appearance and functionality over time.
7. Reduced Soap and Detergent Efficiency
Hard water reacts with soap, producing less lather and requiring more detergent for cleaning.
Industries such as hotels, hospitals, laundries, and food processing units often experience higher chemical consumption due to hard water.
8. Production Quality Issues
Many manufacturing industries require soft water for consistent product quality.
Hard water can affect textile dyeing, food processing, pharmaceuticals, beverages, cosmetics, and chemical manufacturing by interfering with production processes.
- How Does a Water Softener Plant Solve These Problems?
A Water Softener Plant works using the Ion Exchange Process.
Inside the system is a special softening resin that contains sodium ions. As hard water passes through the resin bed, calcium and magnesium ions are exchanged with sodium ions.
The result is soft water that is free from hardness-causing minerals and suitable for industrial, commercial, and domestic applications.
- Benefits of Installing a Water Softener Plant
Installing a Water Softener Plant offers numerous advantages, including:
* Prevents scale formation in pipelines and equipment
* Improves boiler and cooling tower efficiency
* Protects RO membranes from scaling
* Reduces maintenance and repair costs
* Extends the life of industrial equipment
* Saves electricity and fuel consumption
* Improves water flow and operational efficiency
* Reduces detergent and chemical usage
* Enhances production quality
* Provides reliable long-term water treatment
- Industries That Benefit from Water Softener Plants
Water Softener Plants are widely used in:
* Manufacturing Industries
* Hotels & Resorts
* Hospitals
* Pharmaceutical Industries
* Food & Beverage Plants
* Textile Industries
* Commercial Buildings
* Residential Complexes
* Boiler Feed Systems
* Cooling Towers
* Laundry Units
* Educational Institutions
- Why Choose Srishti Polytech?
At Srishti Polytech, we manufacture high-quality Water Softener Plants designed to deliver reliable performance and long-term value. Our systems are engineered using premium components and advanced ion-exchange technology to ensure efficient hardness removal with minimal maintenance.
We provide complete turnkey solutions including:
* Water Quality Analysis
* Plant Design & Engineering
* Manufacturing
* Installation & Commissioning
* Technical Consultation
* After-Sales Support
* Customized Water Treatment Solutions
Whether your requirement is for industrial, commercial, or institutional applications, our experienced team delivers solutions tailored to your specific water treatment needs.
- Conclusion
Hard water may seem harmless, but its long-term effects can significantly increase maintenance costs, reduce equipment efficiency, and shorten the lifespan of valuable machinery. Investing in a Water Softener Plant is one of the smartest ways to protect your equipment, improve operational efficiency, and ensure a continuous supply of high-quality soft water.
If you're looking for a reliable and customized Water Softener Plant, Srishti Polytech offers advanced, cost-effective, and high-performance solutions designed to meet your exact requirements.
- Contact Srishti Polytech
Srishti Polytech
OEM Manufacturer – Water & Wastewater Treatment Solutions
📞 Phone: +91 6206289736 | +91 7488581814
📧 Email: [srishtipolytech@gmail.com]
🌐 Website:[www.srishtipolytech.in] / Website: [www.srishtipolytech.com]
Keywords
#Water Softener Plant# Industrial Water Softener Plant# Hard Water Problems# Hard Water Solution# Water Softening System# Water Treatment Plant# Industrial Water Treatment# Soft Water System# Boiler Water Softener# Cooling Tower Water Softener# RO Pre-Treatment# Water Softener Manufacturer# Water Softener Plant India# Water Treatment Solutions# Srishti Polytech

Jul 02, 2026
Common Hard Water Problems and How a Water Softener Plant Solves Them.....
Water is one of the most important resources used in homes, commercial establishments, and industries. However, not all water is...
How Does a Mineral Water Plant Work? Step-by-Step Process Explained
Jun 29, 2026
uploads/blogs/blog_6a42288a0fa49.jpg
Clean and safe drinking water is one of the most essential requirements for a healthy life. With increasing awareness about water quality and growing demand for packaged drinking water, Mineral Water Plants have become an important part of the water treatment industry. Whether it is a commercial packaged drinking water unit, a hotel, a hospital, an educational institution, or an industrial facility, a properly designed Mineral Water Plant ensures the production of hygienic, safe, and high-quality drinking water.
But have you ever wondered how a Mineral Water Plant actually works? How does raw groundwater or municipal water get transformed into crystal-clear, mineral-balanced drinking water?
Srishti Polytech explains the complete Mineral Water Plant process step by step—from raw water intake to final bottle filling—helping entrepreneurs, industries, consultants, and project owners understand how modern mineral water production works.
What is a Mineral Water Plant?
A Mineral Water Plant is a complete water purification system designed to remove suspended particles, dissolved impurities, harmful microorganisms, unpleasant odor, color, and unwanted chemicals while maintaining or restoring essential minerals required for safe drinking water.
Modern plants combine multiple treatment technologies such as filtration, activated carbon treatment, reverse osmosis, UV sterilization, ozone disinfection, and mineral dosing to ensure that the final water meets applicable quality standards.
Step 1: Raw Water Collection
Every Mineral Water Plant begins with a raw water source.
The water may come from:
Borewell Water
Groundwater
Municipal Water Supply
River Water (after suitable pretreatment)
Before designing the plant, the raw water is tested for parameters such as:
pH
TDS
Hardness
Iron
Fluoride
Turbidity
Bacteria
Heavy Metals
A proper water analysis helps engineers determine the most suitable treatment process.
Step 2: Raw Water Storage Tank
The collected water is stored in a Raw Water Storage Tank.
This tank ensures a continuous supply of water to the treatment system and helps stabilize flow fluctuations before purification begins.
Step 3: Raw Water Pump
A high-quality pump transfers water from the storage tank into the treatment line at the required pressure.
The pump maintains consistent flow throughout the plant.
Step 4: Multi Grade Sand Filter (MGF)
The first purification stage is usually the Multi Grade Sand Filter.
Its primary purpose is to remove:
Sand
Mud
Silt
Dust
Suspended solids
This protects downstream equipment and improves overall plant efficiency.
Step 5: Activated Carbon Filter (ACF)
After sand filtration, water enters the Activated Carbon Filter.
This stage removes:
Chlorine
Bad taste
Bad odor
Organic contaminants
Color-causing compounds
Activated carbon significantly improves the taste and appearance of drinking water.
Step 6: Water Softener (If Required)
If the source water contains excessive hardness, a Water Softener is installed before the RO system.
Using ion-exchange resin, it removes calcium and magnesium ions that cause scaling, helping protect RO membranes and improve system life.
Step 7: Micron Cartridge Filtration
Before entering the Reverse Osmosis unit, water passes through cartridge filters (typically 5 micron or 1 micron).
These filters remove fine suspended particles and protect the RO membranes from damage.
Step 8: Reverse Osmosis (RO) System
The Reverse Osmosis system is the heart of a Mineral Water Plant.
High-pressure pumps force water through semi-permeable membranes that remove:
Dissolved salts
Excess TDS
Fluoride
Heavy metals
Nitrates
Bacteria
Viruses
Harmful microorganisms
RO technology produces highly purified water suitable for drinking.
Step 9: Mineral Dosing
Since RO removes many naturally occurring minerals, controlled mineral dosing is often carried out to restore essential minerals and improve taste.
This step helps achieve balanced drinking water suitable for consumption.
Step 10: UV Sterilization
The purified water passes through an Ultraviolet (UV) Sterilizer.
UV light destroys bacteria, viruses, and microorganisms without adding chemicals, providing an additional layer of protection.
Step 11: Ozonation
Ozone treatment provides final disinfection before packaging.
It helps prevent microbial growth inside storage tanks and bottles while extending the shelf life of packaged drinking water.
Step 12: Treated Water Storage Tank
After purification and disinfection, the water is stored in a hygienic treated water tank made of food-grade stainless steel.
Proper storage maintains water quality before filling.
Step 13: Bottle Rinsing, Filling and Capping
The purified water is transferred to automatic or semi-automatic filling machines.
The process generally includes:
Bottle Washing
Bottle Rinsing
Water Filling
Cap Sealing
Labeling
Batch Coding
Packaging
Maintaining hygiene throughout this stage is essential for product quality.
Step 14: Quality Testing
Every batch should undergo quality testing before dispatch.
Common parameters include:
pH
TDS
Turbidity
Conductivity
Microbiological Analysis
Taste
Odor
Mineral Content
Routine testing ensures consistent product quality.
Benefits of a Modern Mineral Water Plant
A well-designed Mineral Water Plant offers several advantages:
Safe drinking water production
High purification efficiency
Consistent water quality
Compliance with industry standards
Improved operational reliability
Low maintenance with proper servicing
Suitable for commercial and industrial applications
Applications
Mineral Water Plants are widely used in:
Packaged Drinking Water Industries
Hotels & Resorts
Hospitals
Schools & Colleges
Restaurants
Corporate Offices
Industrial Facilities
Railway Stations
Airports
Commercial Buildings
Why Choose Srishti Polytech?
Srishti Polytech is an OEM manufacturer specializing in advanced water treatment solutions. We design and manufacture customized Mineral Water Plants using reliable components and modern purification technologies to meet commercial, industrial, and institutional requirements.
Our expertise includes:
Mineral Water Plants
Industrial RO Plants
Commercial RO Plants
Water Softener Plants
Iron Removal Plants
Sewage Treatment Plants (STP)
Effluent Treatment Plants (ETP)
Packaged Drinking Water Solutions
From system design and manufacturing to installation and after-sales support, our team delivers dependable solutions tailored to each project.
Conclusion
A Mineral Water Plant is much more than a simple filtration unit. It is a carefully engineered treatment system where every stage—from raw water intake and filtration to RO purification, mineral dosing, UV sterilization, ozonation, and hygienic filling—plays a vital role in producing safe and high-quality drinking water.
Understanding this complete process helps businesses invest in the right technology and maintain consistent product quality. By choosing a trusted manufacturer like Srishti Polytech, you gain a reliable partner capable of delivering efficient, customized, and long-lasting mineral water treatment solutions.
Contact Srishti Polytech
Srishti Polytech OEM Manufacturer – Water & Wastewater Treatment Solutions
📞 +91 6206289736 | +91 7488581814
📧 srishtipolytech@gmail.com
🌐 www.srishtipolytech.in
Keywords
#Mineral Water Plant#How Does a Mineral Water Plant Work#Mineral Water Plant Process# Mineral Water Plant Manufacturer#Packaged Drinking Water Plant#Mineral Water Production Process.
Jun 29, 2026
How Does a Mineral Water Plant Work? Step-by-Step Process Explained
Clean and safe drinking water is one of the most essential requirements for a healthy life. With increasing awareness about...
MBBR vs MBR Technology: Which STP Is Better?
Jun 27, 2026
uploads/blogs/blog_6a3f87584e495.jpg
As environmental regulations become stricter and the demand for wastewater recycling continues to grow, selecting the right Sewage Treatment Plant (STP) technology has become an important decision for industries, residential societies, hospitals, hotels, commercial buildings, educational institutions, and municipal projects.
Among the various sewage treatment technologies available today, Moving Bed Biofilm Reactor (MBBR) and Membrane Bio Reactor (MBR) are two of the most reliable and widely adopted systems. Both technologies are designed to reduce pollutants such as Biological Oxygen Demand (BOD), Chemical Oxygen Demand (COD), Total Suspended Solids (TSS), and harmful microorganisms from sewage. However, they differ in terms of treatment process, installation cost, maintenance requirements, water quality, and suitable applications.
This article by Srishti Polytech provides a practical comparison between MBBR and MBR technology to help project owners, consultants, builders, industries, and government organizations choose the most suitable STP solution.
- What is MBBR Technology?
Moving Bed Biofilm Reactor (MBBR) is a biological wastewater treatment technology that uses specially designed plastic carrier media inside the aeration tank. These floating carriers provide a large surface area for beneficial microorganisms to grow. As sewage passes through the reactor, the bacteria attached to the media consume organic pollutants and convert them into harmless substances.
Unlike conventional activated sludge systems, MBBR does not rely on sludge recirculation for treatment. The continuously moving bio-media ensures stable biological activity, making the process efficient and comparatively easy to operate.
Because of its reliability and lower operating cost, MBBR technology is widely used in residential apartments, hotels, commercial buildings, educational institutions, hospitals, industrial facilities, and municipal sewage treatment projects.
- What is MBR Technology?
Membrane Bio Reactor (MBR) is an advanced sewage treatment technology that combines biological treatment with membrane filtration. Instead of separating sludge through a conventional clarifier, MBR systems use ultrafiltration or microfiltration membranes to produce high-quality treated water.
These membranes effectively remove suspended solids, bacteria, and many microorganisms, resulting in cleaner water that can be reused for flushing, gardening, cooling towers, landscaping, and several industrial applications.
Although MBR systems require a higher initial investment, they are preferred where space is limited and superior treated water quality is essential.
- Understanding the Difference Between MBBR and MBR
Although both technologies are designed to treat sewage efficiently, their working principles are quite different.
In an MBBR system, biological treatment occurs on floating plastic media where microorganisms naturally form a biofilm. As wastewater flows through the reactor, these microorganisms consume biodegradable pollutants. After biological treatment, the water passes through a secondary clarifier where sludge settles before filtration and disinfection.
In contrast, an MBR system replaces the secondary clarifier with membrane filtration. The membranes physically separate treated water from sludge, producing water with significantly lower suspended solids and better clarity. This makes MBR particularly suitable for projects where treated water is intended for reuse.
- Treatment Efficiency
Both MBBR and MBR technologies provide effective sewage treatment when properly designed and operated. However, MBR generally delivers higher treatment efficiency because the membrane barrier removes even microscopic suspended particles.
MBBR systems are capable of achieving excellent reductions in BOD and COD, making them suitable for meeting most environmental discharge standards.
MBR systems, on the other hand, produce exceptionally clear treated water with very low turbidity and suspended solids, making them ideal for advanced water reuse applications.
- Installation Cost
One of the biggest differences between the two technologies is the initial investment.
MBBR systems are generally more economical because they use floating bio-media instead of membrane modules. Their simpler design makes them a cost-effective choice for residential societies, hotels, schools, commercial buildings, and many industrial projects.
MBR systems require membrane units, additional automation, and sophisticated instrumentation, increasing the capital cost. However, the higher investment may be justified where premium treated water quality is required.
- Operating and Maintenance
Maintenance plays an important role in the long-term performance of any sewage treatment plant.
MBBR technology is relatively simple to operate and requires periodic inspection of blowers, pumps, and bio-media. Routine maintenance is straightforward, making it suitable for facilities with limited technical manpower.
MBR systems require regular membrane cleaning and periodic membrane replacement to maintain filtration efficiency. Skilled operators are generally recommended for ensuring optimum system performance.
- Space Requirement
Available installation space is another important consideration while selecting an STP.
MBBR systems usually require a larger footprint because they include secondary clarification and additional filtration units.
MBR technology integrates biological treatment and membrane filtration into a compact arrangement, reducing the overall plant size. This makes MBR an excellent choice for hospitals, airports, commercial complexes, hotels, and urban developments where land availability is limited.
- Energy Consumption
Energy consumption directly affects operating expenses.
MBBR systems mainly consume electricity for aeration blowers and transfer pumps, making their overall power requirement relatively moderate.
MBR systems require additional energy for membrane filtration and cleaning, resulting in comparatively higher electricity consumption.
- Water Reuse Capability
Water reuse is becoming increasingly important due to growing water scarcity.
If the treated water is intended mainly for safe discharge or basic landscaping, an MBBR system generally provides satisfactory performance.
However, if the project requires high-quality recycled water for flushing systems, cooling towers, process water, or other non-potable applications, MBR technology is often the preferred choice due to its superior filtration performance.
- Applications of MBBR Technology
MBBR technology is widely used in:
* Residential Apartments
* Hotels & Resorts
* Schools & Colleges
* Commercial Buildings
* Shopping Malls
* Hospitals
* Industrial Units
* Housing Societies
* Municipal Sewage Treatment Plants
Its lower operating cost and reliable performance make it suitable for a wide range of projects.
- Applications of MBR Technology
MBR technology is commonly selected for:
* Pharmaceutical Industries
* Food Processing Industries
* Hospitals
* Airports
* IT Parks
* Premium Residential Projects
* Textile Industries
* Commercial Complexes
* Water Reuse Projects
Its compact design and excellent treated water quality make it ideal where treated water recovery is a priority.
- Which Technology Should You Choose?
The answer depends entirely on your project requirements.
If your objective is economical treatment with lower installation and maintenance costs, MBBR technology is generally the better choice.
If your project demands superior treated water quality, maximum water reuse, and limited installation space, MBR technology offers significant advantages despite its higher investment.
Before selecting either technology, factors such as daily sewage generation, future expansion, operating budget, maintenance capability, discharge standards, and water reuse objectives should be carefully evaluated.
Consulting an experienced OEM manufacturer can help ensure that the selected technology matches both operational and environmental requirements.
- Why Choose Srishti Polytech?
At Srishti Polytech, we specialize in manufacturing and supplying customized water and wastewater treatment solutions designed for residential, commercial, industrial, institutional, and government projects.
Our product range includes:
* Sewage Treatment Plants (STP)
* Effluent Treatment Plants (ETP)
* Industrial RO Plants
* Commercial RO Plants
* Water Softener Plants
* Iron Removal Plants
* Mineral Water Plants
* Drinking Water Purification Systems
* Mist Cannon Systems
* Wheel Washing Systems
* Dust Suppression Systems
From engineering and manufacturing to installation, commissioning, and after-sales support, our team is committed to delivering reliable, efficient, and cost-effective solutions that comply with environmental standards.
Conclusion
Both MBBR and MBR are proven sewage treatment technologies capable of delivering reliable wastewater treatment. Neither technology is universally better—the right choice depends on the project's technical requirements, budget, available space, maintenance capability, and treated water quality expectations.
MBBR remains one of the most economical and widely adopted technologies because of its simple operation, lower investment, and dependable performance. MBR, meanwhile, is ideal for projects where superior water quality and extensive water reuse are essential.
Choosing the appropriate STP technology not only improves operational efficiency but also helps organizations meet environmental regulations while supporting sustainable water management.
Contact Srishti Polytech
Srishti Polytech
OEM Manufacturer – Water & Wastewater Treatment Solutions
📞 +91 6206289736 | +91 7488581814
📧 [srishtipolytech@gmail.com]
🌐 [www.srishtipolytech.in] / [www.srishtipolytech.com]
Keywords
#MBBR vs MBR Technology#Sewage Treatment Plant#MBBR STP#MBR STP#STP Technology Comparison#Sewage Treatment Plant Manufacturer#STP for Residential Society#Industrial STP#Commercial Sewage Treatment Plant
Jun 27, 2026
MBBR vs MBR Technology: Which STP Is Better?
As environmental regulations become stricter and the demand for wastewater recycling continues to grow, selecting the right Sewage Treatment Plant...
Iron Removal Plant vs Water Softener: What's the Difference?
Jun 24, 2026
uploads/blogs/blog_6a3b690e0e632.jpg
Water is one of the most valuable resources for industries, commercial establishments, institutions, healthcare facilities, hospitality businesses, and residential communities. However, the quality of water directly impacts equipment performance, operational efficiency, maintenance costs, and the lifespan of water-dependent systems.
Groundwater, especially borewell water, often contains excessive amounts of dissolved iron, calcium, magnesium, and other minerals. These impurities not only affect water quality but also create serious operational challenges such as rust formation, pipeline blockages, scale deposits, equipment corrosion, poor heat transfer, increased energy consumption, and frequent maintenance.
When industries face these issues, two common water treatment solutions are often considered: the Iron Removal Plant and the Water Softener Plant. Although both systems improve water quality, they are designed to solve completely different problems. Unfortunately, many industries mistakenly believe that these two plants perform the same function, which often leads to incorrect equipment selection and unnecessary operational expenses.
At Srishti Polytech, we frequently receive enquiries from customers asking questions such as:
* Should I install an Iron Removal Plant or a Water Softener?
* Can a Water Softener remove iron?
* Does an Iron Removal Plant also remove hardness?
* Is it necessary to install both systems together?
* Which solution is best for industrial borewell water?
This comprehensive guide explains everything you need to know about both systems, including their working principles, differences, industrial applications, advantages, limitations, and how to select the right solution for your specific water quality requirements.
Understanding the Need for Water Treatment
Every water source has a unique chemical composition. While surface water may contain suspended particles and organic matter, groundwater commonly contains dissolved minerals such as iron, calcium, magnesium, manganese, silica, and other contaminants.
Ignoring these impurities can lead to:
* Rust-colored water
* Scale formation inside pipelines
* Frequent pump failures
* Boiler inefficiency
* Cooling tower performance loss
* Reduced RO membrane life
* Poor product quality
* Higher maintenance costs
* Increased energy consumption
* Equipment breakdowns
Therefore, selecting the appropriate water treatment system is not just about improving water quality—it is also about protecting valuable industrial assets and ensuring uninterrupted operations.
What is an Iron Removal Plant?
An Iron Removal Plant (IRP) is a specialized water treatment system designed to remove dissolved iron from groundwater before it reaches downstream equipment or end users.
Iron contamination is one of the most common problems associated with borewell water across India. Although dissolved iron is often invisible when pumped from the ground, it reacts with oxygen upon exposure to air, forming reddish-brown particles that stain fixtures, damage pipelines, and affect water quality.
An Iron Removal Plant removes this dissolved iron through oxidation and filtration, producing clear and clean water suitable for industrial, commercial, and institutional applications.
Common Problems Caused by Excess Iron
Water containing high iron levels can create numerous operational and maintenance challenges.
Some of the most common issues include:
* Reddish or yellow-colored water
* Metallic taste
* Rust stains on sanitary fittings
* Brown deposits in storage tanks
* Pipeline choking
* Valve blockage
* Pump damage
* Reduced efficiency of Industrial RO Plants
* Frequent filter clogging
* Higher maintenance expenses
If left untreated, iron contamination can significantly reduce the lifespan of industrial water treatment equipment.
What is a Water Softener Plant?
A Water Softener Plant is specifically designed to remove hardness-causing minerals such as calcium and magnesium.
Unlike iron contamination, hardness does not change the color of water. Instead, it creates scale deposits inside boilers, cooling towers, heat exchangers, pipelines, and industrial process equipment.
Water Softeners operate using an ion-exchange process, where calcium and magnesium ions are exchanged with sodium ions, resulting in soft water that minimizes scaling and improves equipment efficiency.
Problems Caused by Hard Water
Hard water is responsible for numerous operational issues, including:
* Thick scale formation
* Reduced boiler efficiency
* Cooling tower fouling
* Heat exchanger blockage
* Increased energy consumption
* Frequent maintenance shutdowns
* Soap wastage
* Reduced equipment life
* Lower production efficiency
These problems often lead to higher operational costs and reduced productivity.
Iron Removal Plant vs Water Softener: Understanding the Real Difference
Although both systems are part of the water treatment process, they are designed for entirely different purposes.
An Iron Removal Plant is specifically engineered to eliminate dissolved iron from groundwater. It works by oxidizing dissolved iron into solid particles, which are then captured using specially designed filter media. This process improves the appearance, taste, and overall quality of water while protecting pipelines and equipment from rust-related damage.
A Water Softener Plant, on the other hand, focuses exclusively on removing hardness-causing minerals such as calcium and magnesium. Rather than using filtration, it employs ion-exchange resin technology that replaces hardness ions with sodium ions, producing soft water suitable for boilers, cooling towers, and industrial processing.
One of the most common misconceptions is that a Water Softener can remove high levels of iron. While it may tolerate trace amounts of iron, it is not intended for treating iron-rich water. Excess iron can foul the resin bed, reduce softening efficiency, increase regeneration frequency, and shorten the life of the resin.
Similarly, an Iron Removal Plant cannot eliminate water hardness. Even after iron has been removed, calcium and magnesium remain in the water. Therefore, if hardness is also present, a Water Softener Plant becomes essential.
The choice between these systems should always be based on a laboratory water analysis rather than assumptions. Installing the wrong system may solve one problem while leaving another untreated.
Can Both Systems Be Installed Together?
Yes. In fact, many industrial facilities require both systems.
Groundwater frequently contains both iron and hardness. In such cases, the recommended treatment sequence is:
Raw Water → Iron Removal Plant → Water Softener Plant → Industrial RO Plant (if required) → Storage Tank → Distribution
This arrangement protects downstream equipment, improves RO membrane life, reduces maintenance costs, and ensures consistent water quality.
Industrial Applications
Both systems are widely used across various industries, including:
* Manufacturing Industries
* Pharmaceutical Plants
* Food & Beverage Processing
* Hospitals
* Hotels
* Educational Institutions
* Commercial Buildings
* Textile Industries
* Dairy Plants
* Chemical Industries
* Power Plants
* Residential Townships
* Municipal Water Supply Projects
How to Choose the Right System?
The correct solution depends entirely on your source water quality.
Choose an Iron Removal Plant if your water contains:
* High iron concentration
* Metallic taste
* Rust-colored water
* Yellow or brown staining
* Iron deposits in pipelines
Choose a Water Softener Plant if your water contains:
* High hardness
* White scale deposits
* Boiler scaling
* Cooling tower fouling
* Poor soap performance
If your water contains both iron and hardness, installing both systems in the correct sequence will deliver the best results.
Why Water Testing is Essential
Before investing in any water treatment equipment, it is highly recommended to conduct a comprehensive water quality analysis.
A laboratory water test helps determine:
* Iron concentration
* Hardness
* pH
* TDS
* Manganese
* Silica
* Chlorides
* Alkalinity
* Turbidity
This analysis enables engineers to design the most suitable treatment solution for your application.
Why Choose Srishti Polytech?
At Srishti Polytech, we believe that every water source requires a customized treatment approach. As an OEM and engineering company, we design and manufacture advanced water treatment systems tailored to the specific requirements of industrial, commercial, and institutional clients.
Our experienced engineering team provides complete turnkey solutions—from water quality analysis and system design to manufacturing, installation, commissioning, operator training, and after-sales service.
Our Product Portfolio
* Iron Removal Plants
* Water Softener Plants
* Industrial RO Plants
* Mineral Water Plants
* Packaged Drinking Water Plants
* Effluent Treatment Plants (ETP)
* Sewage Treatment Plants (STP)
* Pressure Sand Filters
* Activated Carbon Filters
* Portable Water Purification Systems
* Water Coolers
* Annual Maintenance Contracts (AMC)
With a strong commitment to quality, innovation, and customer satisfaction, Srishti Polytech continues to deliver reliable and cost-effective water treatment solutions across multiple industries.
Conclusion
Although the Iron Removal Plant and the Water Softener Plant are often discussed together, they are designed to solve different water quality challenges. An Iron Removal Plant removes dissolved iron to eliminate staining, corrosion, and metallic taste, while a Water Softener Plant removes calcium and magnesium to prevent scale formation and improve equipment efficiency.
Understanding the composition of your source water is the first step toward selecting the right treatment solution. Investing in the correct system not only improves water quality but also protects valuable industrial equipment, reduces maintenance costs, and enhances overall operational performance.
At Srishti Polytech, we help industries choose the right water treatment technology based on scientific water analysis and practical engineering expertise. Whether you require an Iron Removal Plant, a Water Softener Plant, or a complete turnkey water treatment project, our team is committed to delivering solutions that ensure long-term reliability, efficiency, and sustainability.
Contact Srishti Polytech
Srishti Polytech
All Types of Purification Solution – Water Engineering Research & Development
📞 +91 6206289736 | +91 7488581814
📧 [srishtipolytech@gmail.com]
🌐 [www.srishtipolytech.in] / [www.srishtipolytech.com]
Keywords
#IronRemovalPlant #WaterSoftenerPlant #IronRemovalFilter #IndustrialWaterTreatment #WaterTreatmentSolutions #HardWaterTreatment #BorewellWater #IndustrialROPlant #WaterSoftening #IronInWater #WaterQuality #WaterEngineering #CommercialWaterTreatment #IndustrialWaterSolutions #WaterTreatmentCompany #ETP #STP #MineralWaterPlant #WaterPurification #SrishtiPolytech

Jun 24, 2026
Iron Removal Plant vs Water Softener: What's the Difference?
Water is one of the most valuable resources for industries, commercial establishments, institutions, healthcare facilities, hospitality businesses, and residential communities....
Mineral Water Plant Troubleshooting: Common Problems and Solutions......
Jun 23, 2026
uploads/blogs/blog_6a3a66eb2511f.jpg
A Mineral Water Plant is a critical investment for businesses involved in packaged drinking water production. Whether supplying bottled water for commercial distribution, institutions, hospitality, or industrial applications, maintaining consistent water quality and uninterrupted production is essential. Even a well-designed mineral water plant can experience operational issues over time due to equipment wear, inadequate maintenance, raw water quality variations, or improper operation.
Problems such as reduced production capacity, high Total Dissolved Solids (TDS), membrane fouling, poor bottle filling accuracy, UV sterilizer failure, ozonation issues, and pump malfunctions can directly impact product quality, regulatory compliance, and operational costs. If these issues are not identified and resolved promptly, they may lead to production downtime, increased maintenance expenses, customer complaints, and financial losses.
At Srishti Polytech, we believe that understanding the root cause of common plant problems is the key to maintaining long-term efficiency and delivering high-quality packaged drinking water. This comprehensive guide explains the most common troubleshooting issues encountered in Mineral Water Plants, their possible causes, and practical solutions to ensure reliable plant performance.
Why Troubleshooting is Important in a Mineral Water Plant
Routine troubleshooting helps identify small issues before they become major operational failures. A systematic approach improves plant reliability, extends equipment life, maintains water quality, and reduces unplanned downtime.
Benefits of Proper Troubleshooting
* Improves production efficiency
* Ensures consistent water quality
* Reduces maintenance costs
* Extends equipment lifespan
* Minimizes production downtime
* Supports regulatory compliance
* Enhances customer satisfaction
* Prevents product rejection
Common Problems in a Mineral Water Plant and Their Solutions
1. Low Water Production
Possible Causes
* Clogged pre-filters
* RO membrane fouling
* Low raw water pressure
* High feed water TDS
* Pump performance issues
* Improper operating pressure
Solutions
* Replace clogged filter cartridges.
* Clean or replace RO membranes as required.
* Inspect feed pumps and operating pressure.
* Check raw water quality regularly.
* Perform scheduled membrane cleaning (CIP).
2. High TDS in Product Water
Possible Causes
* Damaged RO membranes
* Membrane scaling
* Membrane ageing
* Incorrect operating pressure
* Bypass valve leakage
Solutions
* Conduct membrane performance testing.
* Replace damaged membranes.
* Verify operating pressure settings.
* Inspect all valves for leakage.
* Perform chemical membrane cleaning.
3. Reduced RO Recovery
Possible Causes
* Fouled membranes
* High feed water hardness
* Improper reject water settings
* Scaling inside membranes
Solutions
* Optimize recovery settings.
* Install proper pretreatment systems.
* Monitor hardness levels.
* Carry out periodic membrane cleaning.
4. Frequent RO Membrane Fouling
Possible Causes
* Poor pretreatment
* High suspended solids
* Biological contamination
* Iron contamination
* Organic matter
Solutions
* Improve pretreatment quality.
* Replace multimedia filter media if required.
* Ensure regular backwashing.
* Install iron removal systems where necessary.
* Use antiscalant dosing.
5. UV Sterilizer Not Working Properly
Possible Causes
* Expired UV lamp
* Quartz sleeve scaling
* Electrical supply issues
* Dirty UV chamber
Solutions
* Replace UV lamp after recommended operating hours.
* Clean quartz sleeves regularly.
* Verify electrical connections.
* Inspect UV intensity periodically.
6. Ozonator Performance Issues
Possible Causes
* Faulty ozone generator
* Low oxygen supply
* Diffuser blockage
* Poor contact time
Solutions
* Inspect ozone generator.
* Clean ozone diffusers.
* Check oxygen concentrator performance.
* Maintain proper ozone contact tank operation.
7. Bottle Filling Problems
Possible Causes
* Incorrect filling calibration
* Air pressure fluctuations
* Filling valve blockage
* Pump instability
Solutions
* Recalibrate filling machine.
* Clean filling valves.
* Maintain constant operating pressure.
* Service filling pumps regularly.
8. Leakage from Pipelines
Possible Causes
* Loose pipe fittings
* Damaged gaskets
* High operating pressure
* Corrosion
Solutions
* Tighten fittings.
* Replace worn-out seals.
* Inspect pipelines regularly.
* Use high-quality SS pipelines.
9. Pump Failure
Possible Causes
* Dry running
* Motor overheating
* Bearing damage
* Voltage fluctuation
* Cavitation
Solutions
* Monitor water level.
* Inspect motor temperature.
* Lubricate bearings.
* Install voltage protection.
* Service pumps periodically.
10. Pressure Drop Across Filters
Possible Causes
* Filter media choking
* Cartridge blockage
* Improper backwashing
* Excess suspended solids
Solutions
* Replace cartridges.
* Backwash multimedia filters regularly.
* Replace filter media when required.
* Monitor inlet water quality.
11. Mineral Dosing Problems
Possible Causes
* Incorrect dosing settings
* Pump malfunction
* Blocked dosing line
* Low mineral solution level
Solutions
* Calibrate dosing pumps.
* Clean dosing pipelines.
* Check mineral solution tanks.
* Replace faulty dosing pumps.
12. Poor Taste or Odour in Water
Possible Causes
* Activated carbon exhaustion
* Biological contamination
* Improper sanitization
* Ozonation failure
Solutions
* Replace activated carbon media.
* Sanitize the complete system.
* Monitor ozone dosage.
* Perform regular microbiological testing.
Preventive Maintenance Tips
Preventive maintenance is the most effective way to reduce plant breakdowns and maintain consistent production.
Daily Checks
* Feed water pressure
* Product water quality
* TDS monitoring
* Pump operation
* Leak inspection
* Chemical dosing
Weekly Checks
* Filter backwashing
* UV system inspection
* Ozone generator inspection
* Pressure gauge calibration
* Electrical panel inspection
Monthly Checks
* RO membrane performance
* Mineral dosing calibration
* Pipeline inspection
* Pump servicing
* Valve inspection
Annual Maintenance
* Membrane replacement (if required)
* Filter media replacement
* UV lamp replacement
* Complete plant servicing
* Instrument calibration
- Why Choose Srishti Polytech?
At Srishti Polytech, we provide complete turnkey Mineral Water Plant solutions—from system design and manufacturing to installation, commissioning, maintenance, and technical support. Our goal is to ensure reliable operation, superior water quality, and long-term performance for every customer.
Our Expertise
* Customized Mineral Water Plants
* Industrial RO Systems
* SS & FRP Water Treatment Plants
* Water Softener Plants
* Iron Removal Filter Plants
* UV & Ozone Disinfection Systems
* Turnkey Project Execution
* AMC & Preventive Maintenance Services
* Technical Support & Operator Training
- Conclusion
Efficient troubleshooting is essential for maintaining the performance, reliability, and product quality of a Mineral Water Plant. Identifying operational issues early and implementing timely corrective actions can significantly reduce downtime, improve production efficiency, and extend the life of critical equipment.
By following a structured maintenance schedule and partnering with an experienced manufacturer, businesses can ensure uninterrupted production and consistently deliver safe, high-quality packaged drinking water.
At Srishti Polytech, we are committed to providing advanced mineral water treatment solutions backed by engineering expertise, quality manufacturing, and dependable after-sales support.
- Contact Srishti Polytech
Srishti Polytech
All Types of Purification Solution – Water Engineering Research & Development
📞 6206289736 | 7488581814
📧 [srishtipolytech@gmail.com]
🌐 [www.srishtipolytech.in] / [www.srishtipolytech.com]
Keywords
#MineralWaterPlant #MineralWaterPlantTroubleshooting #PackagedDrinkingWater #WaterTreatmentPlant #IndustrialROPlant #ROMaintenance #ROMembrane #WaterPurification #BottlingPlant #PackagedWater #IndustrialWaterTreatment #WaterEngineering #WaterTreatmentSolutions #WaterPlantMaintenance #UVSterilizer #Ozonator #SrishtiPolytech #WaterIndustry #IndustrialSolutions #CleanWater

Jun 23, 2026
Mineral Water Plant Troubleshooting: Common Problems and Solutions......
A Mineral Water Plant is a critical investment for businesses involved in packaged drinking water production. Whether supplying bottled water...
Complete Guide to 20 KLD Effluent Treatment Plant: Working Process, Components, Benefits & Industrial Applications....
Jun 22, 2026
uploads/blogs/blog_6a38cb69bf04c.jpg
With rapid industrialization, wastewater management has become one of the most important responsibilities for industries across the globe. Every manufacturing process generates wastewater containing suspended solids, chemicals, oils, grease, heavy metals, organic matter, and other contaminants that cannot be discharged directly into the environment. Untreated industrial effluent not only pollutes natural water bodies but also violates environmental regulations laid down by pollution control authorities.
A 20 KLD (20,000 Litres Per Day) Effluent Treatment Plant (ETP) is an ideal wastewater treatment solution for small and medium-scale industries that generate approximately 20,000 litres of wastewater daily. It effectively treats industrial effluent, enabling safe discharge or reuse while ensuring compliance with environmental norms.
At Srishti Polytech, we specialize in designing, manufacturing, supplying, installing, and commissioning customized 20 KLD Effluent Treatment Plants for a wide range of industrial applications. Our advanced engineering solutions combine modern treatment technologies with reliable equipment to deliver high treatment efficiency, low operational costs, and long service life.
What is a 20 KLD Effluent Treatment Plant?
A 20 KLD Effluent Treatment Plant is a wastewater treatment system designed to process up to 20,000 litres of industrial wastewater per day. The primary objective of an ETP is to remove physical, chemical, and biological contaminants from industrial wastewater before it is safely discharged into the environment or reused within industrial operations.
Unlike domestic sewage, industrial wastewater varies significantly depending on the manufacturing process. Therefore, every 20 KLD ETP is carefully engineered according to the wastewater characteristics, pollution load, and discharge standards required by regulatory authorities.
Why Industries Need a 20 KLD ETP Plant
Industries today face increasing environmental regulations and rising water scarcity. Installing an efficient ETP offers numerous operational and environmental benefits, including:
* Compliance with Pollution Control Board guidelines
* Prevention of environmental pollution
* Safe disposal of industrial wastewater
* Water recycling and reuse opportunities
* Reduced freshwater consumption
* Improved corporate environmental responsibility
* Enhanced operational sustainability
* Better public image and regulatory compliance
Working Process of a 20 KLD Effluent Treatment Plant
A modern 20 KLD ETP operates through several treatment stages to ensure effective purification of industrial wastewater.
1. Collection Tank
Industrial wastewater from different production units is collected in the collection tank. Large particles and debris are screened out to protect downstream equipment.
2. Equalization Tank
Wastewater characteristics often fluctuate throughout the day. The equalization tank balances the flow rate, pH level, and pollutant concentration, ensuring stable treatment conditions.
3. pH Correction
Industrial wastewater may be highly acidic or alkaline. Chemical dosing systems automatically adjust the pH to an optimum level for efficient treatment.
4. Coagulation & Flocculation
Special treatment chemicals are added to destabilize suspended particles. These particles combine to form larger flocs, making them easier to remove during sedimentation.
5. Primary Clarifier
The heavier flocs settle at the bottom of the clarifier while cleaner water flows to the next treatment stage. The collected sludge is removed for further processing.
6. Biological Treatment
Microorganisms consume dissolved organic pollutants in the wastewater. Aeration blowers continuously supply oxygen, promoting biological degradation and reducing BOD and COD levels.
7. Secondary Clarification
Activated sludge settles in the secondary clarifier, separating treated water from biological solids. Part of the sludge is recycled, while excess sludge is removed.
8. Pressure Sand Filter
Remaining suspended solids are removed through a Pressure Sand Filter, improving water clarity.
9. Activated Carbon Filter
The Activated Carbon Filter removes colour, odour, organic compounds, and trace impurities, producing cleaner treated water.
10. Final Discharge or Reuse
The treated water can either be safely discharged according to environmental standards or reused for gardening, cooling towers, floor washing, flushing, or other industrial purposes.
Major Components of a 20 KLD ETP Plant
A complete 20 KLD Effluent Treatment Plant typically consists of:
* Collection Tank
* Bar Screen Chamber
* Equalization Tank
* Neutralization Tank
* Chemical Dosing System
* Flash Mixer
* Flocculator
* Primary Clarifier
* Aeration Tank
* Air Blowers
* Secondary Clarifier
* Sludge Holding Tank
* Sludge Dewatering System
* Pressure Sand Filter
* Activated Carbon Filter
* Pumps and Valves
* Electrical Control Panel (MCC)
* Flow Meter and Instrumentation
Industries Using 20 KLD ETP Plants
A 20 KLD ETP Plant is widely used in:
* Pharmaceutical Industries
* Textile Manufacturing Units
* Food Processing Industries
* Dairy Plants
* Chemical Industries
* Paint Manufacturing Units
* Paper Mills
* Automobile Industries
* Electroplating Industries
* Engineering Workshops
* Beverage Industries
* Plastic Manufacturing Units
Key Benefits of a 20 KLD Effluent Treatment Plant
1. Environmental Protection
Prevents contamination of rivers, lakes, and groundwater by treating industrial wastewater before discharge.
2. Regulatory Compliance
Helps industries comply with Pollution Control Board norms and environmental regulations.
3. Water Conservation
Supports water recycling and reuse, reducing dependence on freshwater sources.
4. Reduced Operating Costs
Reusing treated water lowers water procurement costs and improves operational efficiency.
5. Improved Corporate Image
Demonstrates commitment to sustainability and environmental responsibility.
6. Long Equipment Life
High-quality components ensure reliable performance with minimal maintenance.
Factors to Consider Before Installing a 20 KLD ETP Plant
Before selecting an ETP, industries should evaluate:
* Daily wastewater generation
* Nature of contaminants
* Required discharge standards
* Available installation space
* Power availability
* Sludge disposal requirements
* Automation level
* Future capacity expansion
* Maintenance requirements
* Budget and lifecycle costs
Why Choose Srishti Polytech?
At Srishti Polytech, we provide complete turnkey wastewater treatment solutions tailored to the unique needs of every client. Our expertise covers the entire project lifecycle—from initial consultation and process design to manufacturing, installation, commissioning, operator training, and after-sales service.
Our Strengths
* Customized ETP Solutions
* Experienced Design & Engineering Team
* High-Quality Components
* Advanced Treatment Technologies
* Turnkey Project Execution
* Timely Installation & Commissioning
* Comprehensive AMC & Technical Support
* Competitive Pricing
* PAN India Project Execution
* Commitment to Quality and Customer Satisfaction
Our goal is to help industries achieve efficient wastewater treatment while supporting sustainable environmental practices.
Conclusion
A 20 KLD Effluent Treatment Plant is a smart investment for industries looking to manage wastewater responsibly, meet environmental regulations, and reduce their overall water footprint. With the right design, advanced treatment technologies, and expert engineering, an ETP not only protects the environment but also enhances operational efficiency and supports long-term business sustainability.
If your industry is planning to install a 20 KLD ETP Plant, Srishti Polytech offers reliable, customized, and cost-effective solutions backed by technical expertise and dedicated customer support.
Contact Srishti Polytech
Srishti Polytech
All Types of Purification Solution – Water Engineering Research & Development
📞 6206289736 | 7488581814
📧 [srishtipolytech@gmail.com]
🌐 [www.srishtipolytech.in] / [www.srishtipolytech.com]
Keywords
#20KLDETP #EffluentTreatmentPlant #IndustrialWastewaterTreatment #ETPPlant #WastewaterTreatment #IndustrialWaterTreatment #WaterTreatmentPlant #ETPManufacturer #TurnkeyWaterProjects #WaterEngineering #EnvironmentalCompliance #WaterRecycling #PollutionControl #IndustrialSolutions #SrishtiPolytech #WastewaterManagement #IndustrialETP #WaterTreatmentSolutions #EnvironmentalEngineering #CleanWater

Jun 22, 2026
Complete Guide to 20 KLD Effluent Treatment Plant: Working Process, Components, Benefits & Industrial Applications....
With rapid industrialization, wastewater management has become one of the most important responsibilities for industries across the globe. Every manufacturing...
ETP/STP Tender Process Explained Step-by-Step
Jun 19, 2026
uploads/blogs/blog_6a34e0487d025.jpg
Effluent Treatment Plants (ETP) and Sewage Treatment Plants (STP) are essential infrastructure for industries, commercial establishments, municipalities, institutions, and residential developments. As environmental regulations become stricter, the demand for professionally designed wastewater treatment systems continues to grow.
Most large-scale ETP and STP installations are executed through a structured tendering process. Whether the project is initiated by a government department, municipal corporation, industrial organization, or private company, understanding the tender process is crucial for successful project execution.
This guide explains the complete ETP/STP tender process, from project planning to final commissioning, helping project owners, contractors, consultants, and manufacturers understand each stage.
What is an ETP/STP Tender?
A tender is an official invitation issued by a government department, municipal authority, PSU, private organization, or industrial company to invite qualified bidders for the design, supply, installation, testing, and commissioning of an Effluent Treatment Plant (ETP) or Sewage Treatment Plant (STP).
The tender process ensures transparency, fair competition, and the selection of the most suitable technical and commercial solution.
Step 1: Project Requirement Identification
The process begins by identifying the wastewater treatment requirements.
This includes:
* Type of wastewater
* Treatment capacity (KLD, MLD, or LPH)
* Available installation space
* Environmental discharge requirements
* Industry type
* Budget estimation
* Future expansion plans
A detailed assessment helps determine the appropriate treatment technology.
Step 2: Preparation of Tender Documents
The project owner prepares comprehensive tender documents containing:
* Scope of work
* Technical specifications
* Plant capacity
* Quality standards
* Equipment requirements
* Civil work details
* Electrical requirements
* Automation requirements
* Completion timeline
* Warranty conditions
* Eligibility criteria
* Payment terms
Clear tender documents reduce project risks and ensure smooth execution.
Step 3: Tender Publication
After approval, the tender is published through the appropriate procurement platform or official procurement channels.
The published notice generally includes:
* Project title
* Estimated value
* Bid submission deadline
* Eligibility requirements
* Tender document availability
* Contact information
Interested companies can then participate in the bidding process.
Step 4: Site Visit & Pre-Bid Meeting
Before submitting proposals, bidders may conduct a site inspection.
During this stage they evaluate:
* Site conditions
* Space availability
* Existing infrastructure
* Utility connections
* Civil requirements
* Installation challenges
Many projects also include a pre-bid meeting where bidders can seek clarifications regarding technical specifications and contractual requirements.
Step 5: Technical Proposal Submission
Qualified bidders prepare a detailed technical proposal covering:
* Process flow diagram
* Plant design
* Treatment technology
* Equipment specifications
* Instrumentation
* Automation system
* Electrical layout
* Civil requirements
* Compliance with tender specifications
The technical proposal demonstrates the bidder's engineering capability and project understanding.
Step 6: Commercial Bid Submission
Along with the technical proposal, bidders submit their commercial quotation.
The commercial bid generally includes:
* Equipment cost
* Installation charges
* Commissioning cost
* Transportation
* Civil work (if applicable)
* Taxes
* Annual Maintenance Cost (AMC)
* Delivery schedule
The quotation should align with the technical proposal and project scope.
Step 7: Technical Evaluation
The client evaluates all technical submissions.
Evaluation typically considers:
* Compliance with specifications
* Equipment quality
* Engineering capability
* Similar project experience
* Manufacturing facilities
* Certifications
* Service support
* Warranty terms
Only technically qualified bidders proceed to the financial evaluation stage.
Step 8: Financial Evaluation
Commercial bids are opened for technically qualified bidders.
The client compares:
* Total project cost
* Value for money
* Quality of equipment
* Long-term operating cost
* Energy efficiency
* Maintenance requirements
The objective is to select the most technically suitable and commercially competitive solution—not simply the lowest-priced offer.
Step 9: Award of Contract
Once the evaluation is complete, the successful bidder receives the Letter of Award (LOA) or Purchase Order (PO).
The contract outlines:
* Project scope
* Delivery schedule
* Payment milestones
* Installation timeline
* Performance guarantees
* Warranty obligations
* Technical commitments
Step 10: Manufacturing & Procurement
After contract award, manufacturing begins.
Major activities include:
* Equipment fabrication
* Quality inspections
* Procurement of pumps, blowers, valves, instruments, and control panels
* Factory testing
* Documentation preparation
Strict quality control ensures reliable plant performance.
Step 11: Installation & Commissioning
The installation phase includes:
* Civil foundation preparation
* Mechanical installation
* Piping
* Electrical wiring
* Instrumentation
* Control panel installation
* Trial operation
* Performance testing
Commissioning verifies that the plant operates according to the approved design and performance requirements.
Step 12: Training & Handover
After successful commissioning, the supplier provides:
* Operator training
* Operation manuals
* Maintenance guidelines
* Performance reports
* Warranty documents
The project is then officially handed over to the client.
- Common Documents Required for ETP/STP Tenders
Typical tender submissions may include:
* Company Profile
* GST Registration
* PAN
* MSME Registration (if applicable)
* Experience Certificates
* Work Completion Certificates
* Financial Statements
* Technical Data Sheets
* Product Catalogues
* Quality Certifications (if applicable)
* Authorization Letters
* Compliance Statements
The exact documentation requirements depend on the tender conditions.
- Tips for Successful Tender Participation
* Read the tender document thoroughly.
* Understand all technical specifications before bidding.
* Submit complete documentation.
* Ensure your proposal is technically compliant.
* Maintain realistic pricing.
* Highlight relevant project experience.
* Offer reliable after-sales support.
* Meet submission deadlines.
- Why Choose Srishti Polytech?
At Srishti Polytech, we specialize in delivering complete water and wastewater treatment solutions for industrial, commercial, municipal, and institutional projects.
Our expertise includes:
* Effluent Treatment Plants (ETP)
* Sewage Treatment Plants (STP)
* Industrial RO Plants
* Commercial RO Plants
* Mineral Water Plants
* Water Softener Plants
* Iron Removal Plants
* Septage Treatment Plants
* Water Recycling Systems
* Wheel Washing Systems
* Dust Suppression Systems
* Turnkey Water Treatment Projects
From design and manufacturing to installation and commissioning, our experienced team delivers customized solutions focused on quality, efficiency, and long-term performance.
Conclusion
Understanding the ETP/STP tender process helps project owners and bidders achieve smoother project execution and better outcomes. A well-planned tender ensures transparency, technical excellence, and cost-effective implementation while supporting environmental compliance.
Whether you are planning a new wastewater treatment project or participating in an upcoming tender, choosing an experienced engineering partner can make a significant difference.
Contact Srishti Polytech
📞 Phone:
6206289736 | 7488581814
📧 Email:
[srishtipolytech@gmail.com]
🌐 Website:
[www.srishtipolytech.in] / [www.srishtipolytech.com]
Srishti Polytech – Delivering Reliable Water & Wastewater Treatment Solutions with Engineering Excellence.
Keywords
#ETP #STP #ETPTender #STPTender #WastewaterTreatment #EffluentTreatmentPlant #SewageTreatmentPlant #IndustrialWaterTreatment #GovernmentTender #TenderProcess #WaterTreatmentPlant #IndustrialProjects #EnvironmentalCompliance #TurnkeyProjects #WaterEngineering #WastewaterManagement #IndustrialSolutions #WaterTreatmentSolutions #SrishtiPolytech #TenderGuide

Jun 19, 2026
ETP/STP Tender Process Explained Step-by-Step
Effluent Treatment Plants (ETP) and Sewage Treatment Plants (STP) are essential infrastructure for industries, commercial establishments, municipalities, institutions, and residential...
Water Cooler vs Water Dispenser: Which One is Better?
Jun 17, 2026
uploads/blogs/blog_6a3267acafa88.png
In today's fast-paced world, access to clean and chilled drinking water is no longer a luxury—it's a necessity. Whether you're managing a manufacturing facility, corporate office, educational institution, hospital, or commercial establishment, selecting the right drinking water solution plays an important role in ensuring employee health, customer satisfaction, and operational efficiency.
Two of the most common options available are Water Coolers and Water Dispensers. Although both provide drinking water, they are designed for entirely different purposes.
So, which one is better? The answer depends on your usage, the number of users, and your environment.
-Let's understand the differences in detail.
Understanding a Water Cooler
A Water Cooler is a high-capacity cooling unit designed to supply chilled drinking water continuously throughout the day. These systems are commonly connected to a purified water source such as an RO Plant or overhead water storage tank.
Most commercial water coolers are manufactured using food-grade stainless steel, making them durable, hygienic, and suitable for heavy-duty usage.
They are widely installed in:
Manufacturing Industries
Schools & Colleges
Hospitals
Hotels
Shopping Malls
Railway Stations
Corporate Offices
Government Buildings
These units are specifically engineered for locations where hundreds of people require drinking water every day.
Understanding a Water Dispenser
A Water Dispenser is a compact drinking water appliance generally used in homes or small offices. Most dispensers work with 20-litre bottled water jars and provide cold, normal, and sometimes hot water.
They are ideal for places where daily water consumption is relatively low.
Common applications include:
Homes
Small Offices
Reception Areas
Clinics
Retail Stores
Cabins
While dispensers offer convenience and portability, they are not designed for high-volume commercial use.
Why Industries Prefer Water Coolers
Industrial environments demand reliable and uninterrupted access to drinking water. Employees working in factories, warehouses, mines, construction sites, and production units require a continuous supply of chilled water, especially during hot weather.
A commercial stainless steel water cooler offers:
Continuous Cooling
Unlike dispensers that rely on bottled water, water coolers provide a constant flow of chilled water throughout the day.
Higher Capacity
Commercial water coolers are available in capacities ranging from 20 litres to over 500 litres, making them suitable for serving large workforces.
Better Hygiene
Since they connect directly to purified water systems, there is no need for repeated bottle handling, reducing the chances of contamination.
Long Service Life
Stainless steel construction ensures corrosion resistance, durability, and easy cleaning.
Lower Operating Cost
Although the initial investment is higher, operating costs are significantly lower than purchasing bottled water repeatedly.
When Should You Choose a Water Dispenser?
A water dispenser is the right option if:
Your office has fewer than 20–30 employees.
You need a portable water solution.
There is no direct purified water connection available.
Water consumption is relatively low.
You require both hot and cold water for beverages.
For small businesses and homes, dispensers provide a practical and economical solution.
Advantages of Commercial Water Coolers
1. Heavy-Duty Performance
Designed for continuous operation without affecting cooling efficiency.
2. Hygienic Drinking Water
Food-grade stainless steel storage tanks help maintain water quality.
3. Energy Efficient
Modern commercial water coolers consume less electricity while delivering high cooling performance.
4. Low Maintenance
Routine cleaning and periodic servicing are usually sufficient for long-term performance.
5. Cost Effective
Ideal for organizations with large daily water requirements.
Advantages of Water Dispensers
Compact design
Easy installation
Portable
Hot and cold water options
Suitable for homes and cabins
No plumbing required
Which One Is Better for Your Business?
The answer depends on your daily water consumption.
Choose a Water Cooler if:
You operate a factory or manufacturing unit.
You have more than 30–40 users daily.
Continuous chilled water is required.
You already have an RO Plant.
You want a long-term, cost-effective solution.
Choose a Water Dispenser if:
You have a small office.
Daily water usage is low.
You rely on bottled drinking water.
You need a portable unit.
You want hot and cold water functionality.
Things to Consider Before Buying
Before investing in either system, evaluate the following:
Number of daily users
Water consumption requirements
Available installation space
Water source availability
Electricity consumption
Maintenance requirements
Build quality
Warranty and after-sales support
Making the right choice ensures better performance, lower operating costs, and long-term reliability.
Final Verdict
While both water coolers and water dispensers serve the purpose of providing drinking water, they are designed for different environments.
If your requirement is high-capacity, continuous, hygienic, and cost-effective drinking water, a commercial stainless steel water cooler is the clear winner. It is the preferred choice for industries, schools, hospitals, offices, and commercial facilities where reliability and durability matter most.
On the other hand, if your needs are limited to a small office or home with fewer users, a water dispenser offers convenience, portability, and ease of use.
Choosing the right solution ultimately depends on your daily water demand, available infrastructure, and long-term operational goals.
Why Choose Srishti Polytech?
At Srishti Polytech, we provide high-quality stainless steel water coolers engineered for commercial and industrial applications. Our products are designed for durability, hygiene, energy efficiency, and dependable performance, making them suitable for factories, educational institutions, healthcare facilities, and corporate workplaces.
Whether you need a compact unit for a small office or a high-capacity solution for an industrial facility, our team can help you select the right system for your requirements.
Contact Us
🌐 Website: www.srishtipolytech.in
📧 Email: info@srishtipolytech.in
📞 Phone: +91-7903594940
Srishti Polytech – Delivering Reliable Drinking Water Solutions for Every Business.
#WaterCooler
#WaterDispenser
#WaterCoolerVsWaterDispenser
#CommercialWaterCooler
#IndustrialWaterCooler
#StainlessSteelWaterCooler
#DrinkingWaterSolutions
#WaterCoolingSystem
#CommercialWaterSolutions
#IndustrialSolutions

Jun 17, 2026
Water Cooler vs Water Dispenser: Which One is Better?
In today's fast-paced world, access to clean and chilled drinking water is no longer a luxury—it's a necessity. Whether you're...
Top Industries That Need Mist Cannon Systems for Dust Control
Jun 16, 2026
uploads/blogs/blog_6a312d0190805.jpg
Industrial dust is more than just a workplace nuisance—it poses significant challenges to employee health, equipment performance, environmental compliance, and operational efficiency. Industries such as construction, mining, cement manufacturing, and material handling generate large volumes of airborne dust every day. Without effective dust suppression, these particles can affect productivity, reduce air quality, and create safety hazards.
A **Mist Cannon System** has become one of the most effective and environmentally responsible solutions for controlling airborne dust. By producing ultra-fine water droplets that bind with dust particles, mist cannons help prevent dust from spreading while maintaining cleaner and safer working environments.
In this article, we explore the top industries that benefit from Mist Cannon Systems and why investing in advanced dust suppression technology is essential for sustainable industrial operations.
1. Construction Sites
Construction activities generate dust during excavation, demolition, drilling, earthmoving, and material transportation. Airborne dust not only affects workers but also nearby communities.
A Mist Cannon System helps suppress dust across large construction areas, improving visibility and maintaining cleaner surroundings.
2. Mining Industries
Mining operations produce continuous dust during blasting, crushing, loading, and transportation of minerals. High dust concentrations can impact both worker safety and machinery performance.
Mist Cannon Systems effectively capture airborne dust particles before they spread throughout the mining site.
3. Stone Crusher Plants
Stone crushing generates extremely fine dust that can affect plant operations and the surrounding environment.
Installing a Mist Cannon System significantly reduces dust emissions around crushers, conveyors, and stockyards.
4. Cement Manufacturing Plants
Raw material handling, clinker processing, and cement transportation produce large quantities of dust.
Mist Cannon technology provides efficient dust suppression while supporting cleaner production environments.
5. Coal Handling Plants
Coal unloading, conveyor transfer points, and storage yards continuously release coal dust into the atmosphere.
Mist Cannon Systems minimize airborne coal particles and improve air quality throughout the facility.
6. Steel & Metal Industries
Steel plants generate dust during material handling, slag processing, and manufacturing operations.
A professionally designed Mist Cannon helps control suspended dust without interrupting production activities.
7. Demolition Projects
Building demolition releases enormous amounts of concrete, brick, and silica dust.
High-pressure mist systems suppress dust instantly, making demolition work safer for workers and surrounding communities.
8. Waste Management Facilities
Waste processing and recycling centers often generate airborne particles during sorting and material movement.
Mist Cannon Systems help reduce dust while improving workplace hygiene.
9. Ports & Bulk Material Handling
Loading and unloading materials such as coal, limestone, fly ash, clinker, and iron ore create continuous dust emissions.
Mist Cannon Systems are widely used in ports to control dust around conveyors, storage yards, and loading zones.
10. Power Plants
Coal-fired and material handling areas within power plants require efficient dust suppression to improve operational safety and environmental performance.
Mist Cannons provide reliable dust control across large industrial areas.
# Benefits of Installing a Mist Cannon System
• Effective airborne dust suppression
• Improved workplace safety
• Better air quality
• Reduced environmental pollution
• Supports regulatory compliance
• Lower maintenance requirements
• Enhanced equipment performance
• Sustainable industrial operations
# Why Choose Srishti Polytech?
At **Srishti Polytech**, we specialize in manufacturing advanced **Mist Cannon Systems** designed for efficient dust suppression across diverse industrial applications. Our solutions are engineered for durability, high performance, and reliable operation, helping businesses create cleaner, safer, and more sustainable work environments.
Whether you operate a construction site, mining project, cement plant, steel facility, or material handling unit, our customized dust suppression solutions are designed to meet your operational requirements.
# Conclusion
Dust control is no longer just an environmental responsibility—it is an essential part of modern industrial management. Industries that invest in advanced Mist Cannon Systems benefit from cleaner operations, improved worker safety, greater equipment reliability, and better environmental performance.
Choosing the right dust suppression solution is an investment in operational excellence and long-term sustainability. With innovative engineering and dependable technology, **Srishti Polytech** continues to support industries in building cleaner and more efficient workplaces.
Get in Touch with Srishti Polytech
Looking for a reliable **Mist Cannon System** for your construction site, mining project, cement plant, or industrial facility?
**Srishti Polytech** offers advanced dust suppression solutions engineered to deliver efficient performance, long-term reliability, and customized solutions for a wide range of industrial applications. Our experienced team is committed to helping businesses create cleaner, safer, and more sustainable work environments.
Contact Us
📞 6206289736 | 7488581814
🌐 Website:
[www.srishtipolytech.in]
[www.srishtipolytech.com]
📧 Email:
[srishtipolytech@gmail.com]
📍Address:
Pandey Niwas, Gopal Nagar, Manaitand, Dhanbad, Jharkhand – 826001
#MistCannon #DustSuppression #IndustrialDustControl #ConstructionIndustry #MiningIndustry #StoneCrusher #CementPlant #CoalHandlingPlant #SteelIndustry #WasteManagement #AirPollutionControl #EnvironmentalProtection #IndustrialSolutions #EngineeringExcellence #CleanAir #DustControl #IndustrialEngineering #WaterMistSystem #SrishtiPolytech

Jun 16, 2026
Top Industries That Need Mist Cannon Systems for Dust Control
Industrial dust is more than just a workplace nuisance—it poses significant challenges to employee health, equipment performance, environmental compliance, and...
A Complete Guide to Industrial Vehicle Wheel Washing Systems
Jun 08, 2026
uploads/blogs/blog_6a2675a05e4a1.jpg
Construction sites, mining operations, industrial facilities, and infrastructure projects generate large amounts of dust, mud, and debris. Heavy vehicles moving in and out of these sites often carry contaminated material on their tires and undercarriages, causing road pollution, environmental concerns, and safety hazards.
An Industrial Vehicle Wheel Wash System is a specialized cleaning solution designed to remove mud, dust, and debris from vehicle wheels and undercarriages before they leave a site. These systems play a vital role in maintaining clean roads, improving environmental compliance, and supporting sustainable industrial operations.
At Srishti Polytech, we provide advanced wheel wash solutions engineered to meet the requirements of construction, mining, manufacturing, and infrastructure industries.
⚫What Is an Industrial Vehicle Wheel Wash System?
A Wheel Wash System is an automated cleaning system installed at site exits to wash vehicle tires, wheels, and undercarriages using high-pressure water jets.
The primary objective is to prevent mud, dust, soil, and debris from being transported onto public roads and surrounding environments.
By ensuring that vehicles leave the site clean, wheel wash systems help organizations maintain operational efficiency while minimizing environmental impact.
⚫Why Is a Wheel Wash System Important?
-Many industrial sites face challenges such as:
* Mud accumulation on public roads
* Dust pollution caused by moving vehicles
* Environmental compliance issues
* Increased road cleaning expenses
* Negative impact on community relations
* Safety risks due to slippery road conditions
A wheel wash system addresses these issues effectively by cleaning vehicles before they exit the facility.
⚫How Does a Wheel Wash System Work?
The operation process is simple yet highly effective:
1. Vehicle Entry
Heavy vehicles enter the wash platform at a controlled speed.
2. Sensor Activation
Sensors detect vehicle presence and automatically activate the cleaning system.
3. High-Pressure Cleaning
Multiple spray nozzles direct high-pressure water jets toward the tires, wheels, and undercarriage.
4. Mud and Debris Removal
Accumulated mud, dust, and debris are washed away efficiently.
5. Water Recycling Process
Many modern systems include sedimentation and filtration mechanisms that allow water reuse, reducing overall water consumption.
6. Clean Vehicle Exit
The vehicle exits the system with significantly reduced contaminants, helping maintain cleaner roads and site surroundings.
⚫Key Components of a Wheel Wash System
A typical industrial wheel wash system consists of:
-Wash Platform
Heavy-duty structure designed to support industrial vehicles.
-High-Pressure Nozzles
Strategically positioned for effective cleaning coverage.
-Water Storage Tank
Stores water required for continuous operation.
-Filtration Unit
Removes debris and sediment from wash water.
-Recycling System
Allows treated water to be reused.
-Control Panel
Manages system operation and automation.
-Sensors and Automation Controls
Enable automatic start and stop functions.
⚫Major Benefits of Wheel Wash Systems
-Improved Environmental Compliance
Many regulatory authorities require industries to minimize road contamination and dust pollution. Wheel wash systems help organizations meet environmental standards effectively.
-Reduced Road Pollution
Cleaner vehicle tires mean less mud and debris reaching public roads.
-Better Dust Control
Removing dust and soil from vehicles significantly reduces airborne particulate matter.
-Enhanced Workplace Safety
Cleaner site exits help prevent accidents caused by mud accumulation and slippery surfaces.
-Lower Road Maintenance Costs
Organizations spend less on road cleaning and maintenance activities.
-Improved Corporate Image
A clean and environmentally responsible operation reflects positively on clients, authorities, and local communities.
-Sustainable Operations
Modern systems use water recycling technology to reduce freshwater consumption.
⚫Industries That Use Wheel Wash Systems
-Construction Sites
Large infrastructure projects generate significant mud and dust.
-Mining Operations
Mining trucks often carry soil and debris outside the site.
-Cement Plants
Dust control is critical for operational and environmental reasons.
-Quarry Operations
Vehicle movement creates substantial dust pollution.
-Steel Plants
Industrial waste and particulate matter require effective management.
-Power Plants
Vehicle cleanliness supports environmental compliance initiatives.
-Waste Management Facilities
Wheel wash systems help reduce contamination transfer.
⚫Factors to Consider Before Buying a Wheel Wash System
-Vehicle Type
Determine the size and weight of vehicles using the system.
-Traffic Volume
Select a system capable of handling daily vehicle movement efficiently.
-Water Recycling Capability
Look for solutions that minimize water consumption.
-Cleaning Efficiency
Ensure complete wheel and undercarriage coverage.
-Maintenance Requirements
Choose a system designed for easy servicing.
-Automation Features
Automated operation improves efficiency and reduces labor costs.
-Site Conditions
Consider available space, drainage requirements, and environmental conditions.
⚫Why Choose Srishti Polytech?
At Srishti Polytech, we understand that every industrial site has unique requirements. Our wheel wash systems are designed to deliver reliable performance, efficient cleaning, and long-term operational value.
Our solutions offer:
* Customized System Design
* High-Quality Industrial Components
* Efficient Water Management
* Durable Construction
* Technical Expertise
* Reliable After-Sales Support
We help industries create cleaner, safer, and more environmentally responsible operations.
⚫Conclusion
Industrial Vehicle Wheel Wash Systems have become an essential component of modern industrial infrastructure. By preventing mud, dust, and debris from leaving the site, these systems contribute to cleaner roads, safer workplaces, improved environmental compliance, and sustainable operations.
Whether you operate a construction site, mining project, cement plant, or industrial facility, investing in a high-quality wheel wash system can provide significant long-term benefits.
Srishti Polytech is committed to delivering innovative environmental and industrial solutions that help businesses maintain efficiency while protecting the environment.
⚫Contact Us
Srishti Polytech
All Types of Purification Solution
📞 +91 7488581814 | +91 6206289736
📧 [srishtipolytech@gmail.com]
🌐 [www.srishtipolytech.in] / [www.srishtipolytech.com]
📍 Pandey Niwas, Gopal Nagar, Manaitand, Dhanbad, Jharkhand – 826001
⚫Keywords
Industrial Vehicle Wheel Wash System, Wheel Wash System, Automatic Wheel Wash System, Construction Site Wheel Wash, Mining Wheel Wash System, Dust Control Solution, Road Pollution Control, Vehicle Cleaning System, Industrial Dust Management, Wheel Cleaning Equipment, Mud Removal System, Environmental Compliance, Construction Equipment Cleaning, Sustainable Industrial Solutions, Srishti Polytech.

Jun 08, 2026
A Complete Guide to Industrial Vehicle Wheel Washing Systems
Construction sites, mining operations, industrial facilities, and infrastructure projects generate large amounts of dust, mud, and debris. Heavy vehicles moving...
How Sludge Removal Plants Improve Wastewater Treatment Efficiency....
Jun 01, 2026
uploads/blogs/blog_6a1d412a4f8d8.jpg
"Accumulated sludge can reduce treatment capacity, increase operating costs, and compromise effluent quality, making sludge removal plants an indispensable component of modern wastewater treatment facilities."
Wastewater treatment is a critical component of modern industrial and municipal operations. Industries generate large volumes of wastewater containing suspended solids, organic matter, chemicals, oils, grease, and various contaminants. During the treatment process, these impurities are separated from the water and accumulate as sludge.
While many industries focus primarily on water treatment technologies, sludge management is often overlooked. However, sludge is one of the most significant by-products of wastewater treatment, and its improper handling can severely impact plant performance, increase operating costs, and create environmental compliance challenges.
This is where Sludge Removal Plants play a vital role. By efficiently collecting, transporting, dewatering, and managing sludge, these systems help wastewater treatment facilities operate more effectively and sustainably.
A well-designed sludge removal system not only improves wastewater treatment efficiency but also reduces operational costs, minimizes environmental risks, and ensures regulatory compliance.
⚫Understanding Sludge in Wastewater Treatment
Sludge is a semi-solid waste generated during the treatment of wastewater. It consists of:
1. Suspended solids
2. Organic matter
3. Biological residues
4. Chemical precipitates
5. Oils and grease
6. Heavy metals and contaminants
As wastewater passes through various treatment stages, pollutants are removed from the water and concentrated into sludge.
In a typical wastewater treatment facility, sludge may account for only a small percentage of the total wastewater volume, but it often represents a significant portion of the operating and disposal costs.
Without proper sludge management, treatment systems can quickly become inefficient and difficult to operate.
⚫ What is a Sludge Removal Plant?
A Sludge Removal Plant is a specialized system designed to collect, transfer, thicken, dewater, and dispose of sludge generated during wastewater treatment processes.
The primary objective is to reduce sludge volume and moisture content while ensuring safe handling and disposal.
-Typical components include:
1. Sludge Collection System
2. Sludge Pumps
3. Sludge Holding Tanks
4. Thickening Units
5. Filter Presses
6. Screw Presses
7. Belt Presses
8. Centrifuges
9. Conveyors
10. Sludge Drying Systems
These systems work together to transform liquid sludge into a manageable and cost-effective form for disposal or reuse.
⚫ Why Sludge Management is Critical in Wastewater Treatment
Many industries invest heavily in wastewater treatment equipment but underestimate the importance of sludge handling.
-Poor sludge management can lead to:
1. Reduced treatment efficiency
2. Overflow problems
3. Increased maintenance requirements
4. Higher disposal costs
5. Environmental violations
6. Equipment failures
7. Unpleasant odors
8. Reduced treatment capacity
Effective sludge removal ensures that treatment systems continue to operate at their designed performance levels.
⚫ How Sludge Removal Plants Improve Wastewater Treatment Efficiency
1. Prevents Accumulation of Solids in Treatment Units
One of the most important functions of a sludge removal plant is preventing excessive sludge accumulation.
-When sludge remains inside treatment tanks for extended periods:
1. Tank volume decreases
2. Flow patterns become disturbed
3. Treatment efficiency declines
4. Equipment performance deteriorates
Regular sludge removal keeps treatment units operating at optimum capacity.
-This results in:
1. Better settling performance
2. Improved biological activity
3. Higher contaminant removal efficiency
2. Enhances Biological Treatment Performance
Biological treatment processes depend on microorganisms that break down organic pollutants.
-Excess sludge can disrupt this balance by:
1. Reducing oxygen transfer efficiency
2. Increasing organic loading
3. Creating dead zones within reactors
Efficient sludge removal maintains ideal operating conditions for microbial growth.
-Benefits include:
1. Faster organic matter degradation
2. Better BOD removal
3. Improved COD reduction
4. More stable treatment performance
This directly enhances overall wastewater treatment efficiency.
3. Improves Clarifier Performance
Clarifiers are designed to separate solids from treated water.
-When sludge accumulates excessively:
1. Settling becomes inefficient
2. Sludge blankets rise
3. Solids carry over into treated water
4. Effluent quality declines
A sludge removal plant continuously removes settled solids from clarifiers.
-This ensures:
1. Better sludge settling
2. Clearer treated water
3. Higher treatment consistency
4. Improved regulatory compliance
4. Increases Hydraulic Capacity
Accumulated sludge occupies valuable treatment volume.
-As sludge builds up:
1. Tank capacity decreases
2. Hydraulic retention time is reduced
3. Treatment effectiveness suffers
Regular sludge removal restores available treatment volume.
-This allows plants to:
1. Process higher wastewater flows
2. Handle peak loads efficiently
3. Maintain stable operations
As a result, wastewater treatment facilities achieve greater throughput without requiring costly infrastructure expansion.
5. Reduces Equipment Wear and Maintenance
Sludge can be highly abrasive and corrosive.
-When sludge is not removed effectively, it can damage:
1. Pumps
2. Valves
3. Pipelines
4. Mixers
5. Aeration equipment
A dedicated sludge removal system minimizes sludge-related wear and tear.
-Benefits include:
1. Reduced maintenance costs
2. Lower repair expenses
3. Increased equipment lifespan
4. Improved system reliability
6. Improves Dewatering Efficiency
Sludge dewatering is one of the most expensive stages of wastewater treatment.
-A well-designed sludge removal plant improves the performance of:
1. Filter Presses
2. Belt Presses
3. Screw Presses
4. Centrifuges
-Proper sludge conditioning and handling result in:
1. Higher solids concentration
2. Lower moisture content
3. Reduced sludge volume
This significantly lowers disposal costs.
7. Reduces Disposal Costs
Transportation and disposal costs are typically based on sludge volume and weight.
Wet sludge is expensive to transport because it contains large amounts of water.
-Efficient sludge removal and dewatering:
1. Reduce sludge volume
2. Lower transportation requirements
3. Minimize landfill charges
4. Improve disposal economics
Many facilities achieve substantial annual savings through improved sludge management.
8. Supports Environmental Compliance
Environmental regulations are becoming increasingly stringent.
-Improper sludge handling can lead to:
1. Groundwater contamination
2. Surface water pollution
3. Odor complaints
4. Regulatory penalties
-Sludge removal plants help organizations:
1. Meet pollution control requirements
2. Comply with environmental standards
3. Reduce environmental risks
This protects both the environment and the company's reputation.
9. Improves Overall Plant Reliability
Treatment plants operate most effectively when all process units function as designed.
-Excess sludge can cause:
1. Process disruptions
2. Unexpected shutdowns
3. Treatment failures
A reliable sludge removal system ensures continuous operation.
-Benefits include:
1. Stable treatment performance
2. Reduced downtime
3. Improved operational control
4. Greater plant reliability
⚫Cost Savings Achieved Through Sludge Removal Plants
Many organizations initially view sludge management systems as an operational expense.
In reality, they generate significant long-term savings.
Reduced Energy Costs
Efficient sludge management improves process performance and reduces energy consumption.
* Lower Maintenance Expenses
Cleaner equipment experiences fewer breakdowns and requires less maintenance.
* Reduced Disposal Charges
Dewatered sludge is significantly cheaper to transport and dispose of.
* Increased Equipment Life
Lower wear and tear extends the lifespan of pumps, mixers, and treatment units.
* Improved Productivity
Fewer operational interruptions translate into higher plant efficiency and production output.
⚫Industries That Benefit from Sludge Removal Plants
Sludge removal systems are widely used in:
* Textile Industries
Handling dye-containing sludge and treatment residues.
* Pharmaceutical Industries
Managing biological and chemical sludge.
* Food & Beverage Industries
Treating organic waste and processing residues.
* Chemical Industries
Managing hazardous and non-hazardous sludge.
*Municipal STPs
Processing sewage sludge efficiently.
* ETP Facilities
Handling industrial wastewater treatment sludge.
* Power Plants
Managing treatment and cooling water sludge.
* Mining Operations
Treating mineral-rich sludge and wastewater.
⚫ Future of Sludge Management
Modern sludge removal plants are becoming increasingly automated.
Emerging technologies include:
1. Automated sludge monitoring systems
2. Smart dewatering controls
3. AI-based process optimization
4. Energy-efficient sludge handling equipment
5. Sludge-to-energy recovery systems
These innovations are helping industries improve sustainability while reducing operating costs.
⚫ Conclusion
Sludge management is one of the most critical yet often underestimated aspects of wastewater treatment. While wastewater treatment systems focus on removing contaminants from water, the resulting sludge must also be managed efficiently to maintain optimal plant performance.
A Sludge Removal Plant improves wastewater treatment efficiency by preventing sludge accumulation, enhancing biological treatment, increasing hydraulic capacity, improving dewatering performance, reducing maintenance requirements, and lowering disposal costs.
As industries face growing environmental responsibilities and rising operational costs, investing in an efficient sludge removal system is becoming a necessity rather than an option.
Organizations that prioritize effective sludge management benefit from improved treatment efficiency, lower operating costs, enhanced regulatory compliance, and long-term operational sustainability.
⚫ About Srishti Polytech
Srishti Polytech is a trusted OEM specializing in advanced water treatment and environmental engineering solutions. We provide customized Sludge Removal Plants, ETPs, STPs, RO Plants, Water Softener Plants, and complete wastewater treatment systems designed to maximize efficiency, reduce operating costs, and ensure sustainable environmental compliance.
* Product
1. Water Treatment Plants
-Reverse Osmosis (RO) Plant
-Industrial RO Plant
-Commercial RO Plant
-Mineral Water Plant
-Packaged Drinking Water Plant
-Water Softener Plant
-Alkaline Water Plant
2. Wastewater Treatment Systems
-Effluent Treatment Plant (ETP)
-Sewage Treatment Plant (STP)
-Sludge Removal Plant
-Wastewater Recycling Plant
3. Construction & Environmental Equipment
-Wheel Washing System
⚫ Keywords:
#SludgeRemovalPlant #SludgeManagement #WastewaterTreatment #IndustrialWastewater #ETPPlant #STPPlant #SludgeDewatering #WaterTreatmentPlant #EnvironmentalEngineering #IndustrialWaterTreatment #WasteManagement #SrishtiPolytech
⚫ Contact:
📞 6206289736 / 7488581814
📧 [srishtipolytech@gmail.com]
🌐 [www.srishtipolytech.in]

Jun 01, 2026
How Sludge Removal Plants Improve Wastewater Treatment Efficiency....
"Accumulated sludge can reduce treatment capacity, increase operating costs, and compromise effluent quality, making sludge removal plants an indispensable component...
Why Every Industry Needs a Water Softener Plant: Benefits, Working Principle, and Cost Savings
Jun 01, 2026
uploads/blogs/blog_6a1d348b252d0.jpg
Water is one of the most critical resources in industrial operations. Whether it is used in boilers, cooling towers, manufacturing processes, washing systems, or utility applications, water quality directly impacts operational efficiency and equipment performance. One of the most common challenges faced by industries is hard water.
Hard water contains high concentrations of calcium and magnesium minerals. While these minerals are harmless for human consumption, they can cause severe problems in industrial systems, including scale formation, reduced heat transfer efficiency, increased maintenance costs, and premature equipment failure.
This is where a Water Softener Plant becomes an essential component of industrial water treatment. By removing hardness-causing minerals, water softeners help industries improve efficiency, reduce operational expenses, and extend the life of critical equipment.
In today's competitive industrial environment, investing in a water softener plant is not just a water treatment decision—it is a strategic business decision that delivers long-term cost savings and operational reliability.
⚫Understanding Hard Water
Hard water contains dissolved salts of calcium (Ca²⁺) and magnesium (Mg²⁺). These minerals enter water naturally as it passes through limestone, chalk, and other mineral-rich geological formations.
Industrial facilities often use groundwater, borewell water, or municipal water supplies that contain significant hardness levels.
-Common indicators of hard water include:
1. White scale deposits on pipes and equipment
2. Reduced efficiency of boilers and heat exchangers
3. Increased soap and chemical consumption
4. Frequent maintenance requirements
5. Blocked pipelines and valves
6. Reduced lifespan of industrial machinery
Over time, even a small amount of hardness can result in substantial operational losses.
⚫What is a Water Softener Plant?
A Water Softener Plant is a water treatment system designed to remove hardness-causing calcium and magnesium ions through the process of ion exchange.
The system produces soft water suitable for industrial applications by replacing hardness ions with sodium ions.
-A typical industrial water softener consists of:
1. FRP or MS pressure vessel
2. Ion exchange resin
3. Multiport control valve
4. Brine tank
5. Distribution system
6. Regeneration arrangement
The result is a continuous supply of soft water that protects industrial equipment from scaling and performance degradation.
⚫Working Principle of a Water Softener Plant
The core technology behind a water softener plant is Ion Exchange.
Step 1: Hard Water Enters the System
Raw water containing calcium and magnesium enters the softener vessel.
Step 2: Ion Exchange Process
Inside the vessel, water passes through a bed of cation exchange resin.
The resin is charged with sodium ions.
As hard water flows through the resin:
1. Calcium ions are captured by the resin.
2. Magnesium ions are captured by the resin.
3. Sodium ions are released into the water.
This exchange effectively removes hardness from the water.
Step 3: Soft Water Output
The treated water exits the system as soft water and is supplied to industrial processes.
Step 4: Regeneration Cycle
Over time, the resin becomes saturated with calcium and magnesium.
The resin is regenerated using a concentrated salt (brine) solution.
The regeneration process restores the resin's sodium content, making it ready for the next cycle.
This cycle enables continuous and efficient operation of the water softening system.
⚫Major Benefits of Water Softener Plants for Industries
1. Prevents Scale Formation
Scale deposits are one of the biggest threats to industrial equipment.
Hard water causes mineral buildup inside:
1. Boilers
2. Heat exchangers
3. Cooling towers
4. Pipelines
5. Condensers
Even a thin layer of scale can significantly reduce heat transfer efficiency.
Soft water eliminates this problem by preventing mineral deposits from forming.
2. Improves Boiler Efficiency
Boilers are particularly sensitive to hard water.
Scale acts as an insulating layer that forces boilers to consume more fuel to achieve the same output.
Benefits include:
1. Improved heat transfer
2. Lower fuel consumption
3. Stable steam generation
4. Increased operational efficiency
This translates directly into reduced energy costs.
3. Extends Equipment Life
Industrial machinery represents a major capital investment.
Hard water accelerates:
1. Corrosion
2. Scale formation
3. Component wear
4. System blockages
Water softening significantly extends the lifespan of:
1. Boilers
2. Chillers
3. Cooling towers
4. Pumps
5. Valves
6. Process equipment
Longer equipment life means reduced replacement costs and improved ROI.
4. Reduces Maintenance Costs
Scale buildup requires frequent cleaning, chemical treatment, and maintenance.
Industries using hard water often experience:
1. Unplanned shutdowns
2. Frequent repairs
3. Increased labor costs
4. Production interruptions
A water softener plant minimizes these issues and reduces maintenance expenditure.
5. Lowers Energy Consumption
Energy efficiency is a major concern for modern industries.
When scale forms inside heat transfer equipment, more energy is required to achieve desired operating conditions.
Soft water improves:
1. Heat transfer efficiency
2. Equipment performance
3. Energy utilization
This leads to substantial savings on electricity and fuel bills.
6. Improves Production Efficiency
Many manufacturing processes require consistent water quality.
Hard water can affect:
1. Product quality
2. Process consistency
3. Chemical reactions
4. Cleaning efficiency
Soft water provides a stable and reliable water source that supports efficient production operations.
⚫Cost Savings Achieved Through Water Softening
Many industries initially view water softeners as an expense.
In reality, they are a cost-saving investment.
- Savings from Reduced Fuel Consumption
Boilers and heaters operate more efficiently with soft water.
This reduces:
1. Coal consumption
2. Gas usage
3. Diesel usage
4. Electricity costs
-Savings from Lower Maintenance
Industries save money through:
1. Fewer repairs
2. Reduced downtime
3. Less chemical cleaning
4. Lower labor costs
-Savings from Increased Equipment Life
Extended equipment life delays expensive capital replacements and upgrades.
-Savings from Improved Productivity
Reduced breakdowns mean:
1. Higher production uptime
2. Better resource utilization
3. Increased profitability
Over the life of the plant, these savings often exceed the initial investment several times over.
⚫Industries That Require Water Softener Plants
Water softening systems are widely used across industries, including:
* Food & Beverage Industry
Ensures process water quality and protects equipment.
* Pharmaceutical Industry
Supports reliable water treatment systems and production processes.
* Textile Industry
Improves dyeing and finishing quality.
* Power Plants
Protects boilers and steam generation systems.
* Hotels & Hospitality
Prevents scaling in laundry and hot water systems.
* Hospitals
Provides soft water for critical operations and utilities.
* Chemical Industry
Maintains process efficiency and equipment reliability.
* Manufacturing Plants
Protects production infrastructure and utility systems.
⚫Choosing the Right Water Softener Plant
Before selecting a system, industries should evaluate:
1. Raw water hardness
2. Daily water consumption
3. Flow rate requirements
4. Regeneration frequency
5. Space availability
6. Automation level
7. Future expansion plans
A properly designed system ensures maximum performance and cost savings.
⚫Conclusion
Hard water may seem like a minor issue, but its impact on industrial operations can be substantial. Scale formation, reduced equipment efficiency, increased maintenance costs, and higher energy consumption all contribute to operational losses.
A Water Softener Plant offers a practical and highly cost-effective solution by removing hardness-causing minerals before they can damage equipment and processes.
From improving boiler efficiency and reducing maintenance costs to extending equipment life and enhancing production reliability, water softening provides measurable benefits across virtually every industrial sector.
For industries seeking long-term operational efficiency, reduced expenses, and improved equipment performance, investing in a water softener plant is not merely an option—it is a necessity.
⚫About Srishti Polytech
Srishti Polytech is a trusted OEM specializing in advanced water treatment and environmental engineering solutions. We provide customized Water Softener Plants, RO Plants, DM Plants, ETP, STP, and industrial water treatment systems designed to improve efficiency, reduce operating costs, and ensure sustainable water management.
⚫ Keyword
#WaterSoftenerPlant #IndustrialWaterTreatment #WaterSofteningSystem #HardWaterSolution #BoilerEfficiency #IndustrialWaterManagement #WaterTreatmentPlant #IndustrialAutomation #EnergySaving #SrishtiPolytech
⚫ Contact :
📞 6206289736 / 7488581814
📧 [srishtipolytech@gmail.com]
🌐 [www.srishtipolytech.in]
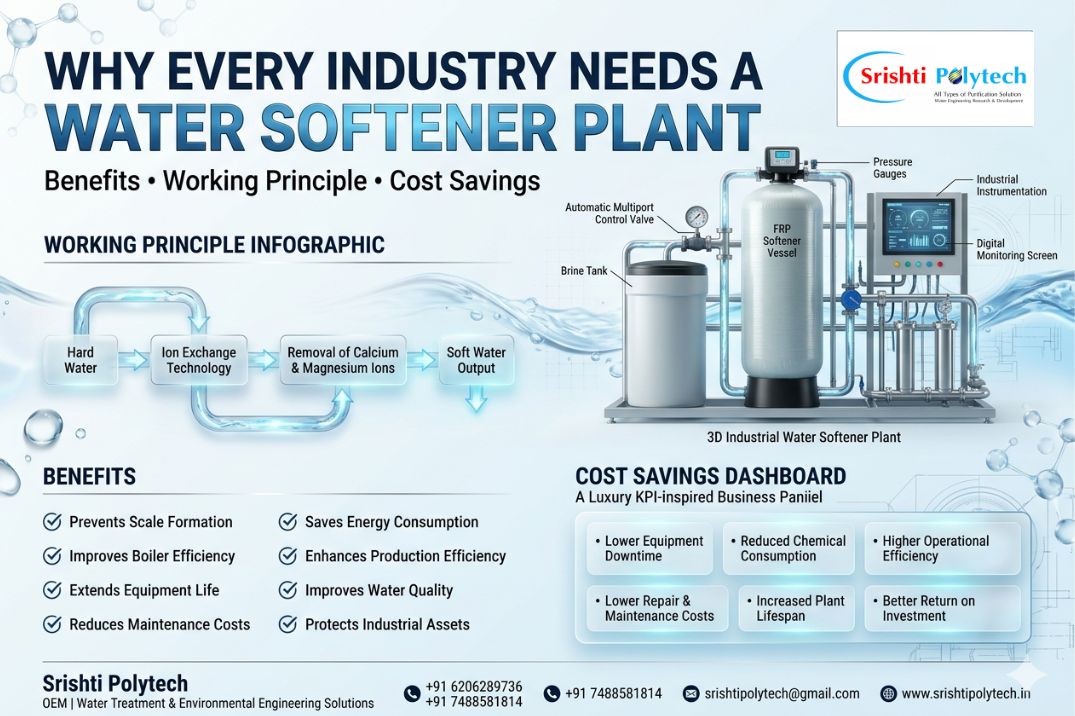
Jun 01, 2026
Why Every Industry Needs a Water Softener Plant: Benefits, Working Principle, and Cost Savings
Water is one of the most critical resources in industrial operations. Whether it is used in boilers, cooling towers, manufacturing...
Why Alkaline Water Plants Are Becoming the Preferred Choice for Businesses...?
May 30, 2026
uploads/blogs/blog_6a1ac33d363ba.jpg
"Businesses that invest in better water quality invest in better experiences, stronger trust, and a healthier future."
In today's competitive business environment, providing high-quality drinking water is no longer just a facility—it's a reflection of an organization's commitment to health, wellness, and customer satisfaction. As awareness about water quality continues to grow, many businesses are moving beyond conventional RO systems and embracing advanced Alkaline Water Plants.
From corporate offices and hotels to hospitals, educational institutions, and commercial establishments, alkaline water solutions are rapidly becoming the preferred choice for organizations seeking premium drinking water systems.
But what is driving this shift? Let's explore why alkaline water plants are gaining popularity among modern businesses.
⚫ Understanding Alkaline Water
Alkaline water is water with a higher pH level than regular drinking water.
Typically:
* Regular drinking water has a pH around 6.5–7.5
* Alkaline water generally has a pH between 8 and 9.5
Advanced alkaline water plants use specialized mineral enhancement technology to improve water quality after purification.
The goal is to provide clean, purified water while maintaining a balanced mineral profile.
⚫ What is an Alkaline Water Plant?
An Alkaline Water Plant is an advanced water purification system that combines traditional filtration and RO technology with alkaline enhancement processes.
The system generally includes:
* Pre-filtration
* Activated carbon filtration
* Reverse Osmosis (RO)
* UV/UF purification
* Mineral enhancement stage
* Alkaline cartridge or alkaline media
The result is purified water with improved mineral balance and optimized pH levels.
⚫ Why Businesses Are Upgrading from RO Systems
1. Growing Demand for Premium Drinking Water
Customers, employees, and visitors increasingly expect better-quality drinking water.
Businesses today understand that providing premium water facilities contributes to:
* Better customer experience
* Improved employee satisfaction
* Enhanced workplace wellness
As a result, alkaline water plants are becoming an attractive upgrade.
2. Enhanced Brand Image
Modern consumers appreciate businesses that invest in quality infrastructure and employee well-being.
Providing alkaline drinking water can help organizations project an image of:
* Innovation
* Quality
* Professionalism
* Customer care
This is especially important for:
* Hotels
* Corporate offices
* Healthcare facilities
* Educational institutions
3. Advanced Water Treatment Technology
Traditional RO systems focus primarily on purification.
Alkaline water plants go a step further by incorporating advanced mineral balancing technology after purification.
Businesses seeking upgraded water treatment solutions often prefer systems that provide both purification and enhanced water quality.
4. Increasing Health and Wellness Awareness
The global focus on health and wellness has significantly influenced purchasing decisions.
Employees, customers, and visitors are becoming more conscious about:
* Drinking water quality
* Water purification methods
* Mineral content in water
This growing awareness has contributed to the popularity of alkaline water solutions.
5. Ideal for Commercial and Institutional Use
Alkaline water plants are increasingly being installed in:
* Corporate Offices
Providing high-quality drinking water for employees and guests.
* Hotels & Resorts
Enhancing guest experience through premium water services.
* Hospitals
Supporting high standards of water quality.
* Educational Institutions
Providing clean and advanced drinking water facilities.
*Commercial Buildings
Improving amenities and occupant satisfaction.
6. Better Customer Experience
In service-oriented industries, every detail matters.
Offering premium drinking water demonstrates attention to quality and customer comfort.
Businesses often view alkaline water systems as a value-added facility that differentiates them from competitors.
7. Future-Ready Water Infrastructure
Organizations are increasingly investing in modern and sustainable infrastructure.
Alkaline water plants represent a forward-thinking approach to water management and demonstrate a commitment to adopting advanced technologies.
⚫Key Features of Modern Alkaline Water Plants
Modern systems typically offer:
- Multi-stage purification
- Mineral enhancement technology
- Alkaline pH balancing
- High-capacity operation
-Energy-efficient performance
- Automated controls
- Low maintenance requirements
- Consistent water quality
⚫ Industries Benefiting from Alkaline Water Plants
1. Hospitality Sector
Hotels, resorts, and restaurants seeking premium customer experiences.
2. Corporate Offices
Organizations focused on employee welfare.
3. Healthcare Facilities
Hospitals and clinics requiring reliable water quality.
4. Educational Institutions
Schools, colleges, and universities.
5. Manufacturing Industries
Providing quality drinking water for workforce facilities.
⚫ Factors to Consider Before Installing an Alkaline Water Plant
Before selecting a system, businesses should evaluate:
* Daily water consumption requirements
* Water quality parameters
* Installation space availability
* Maintenance support
* Operating costs
* Future expansion needs
Choosing the right capacity and technology ensures long-term performance and efficiency.
⚫ The Future of Alkaline Water Technology
The demand for premium drinking water is expected to continue growing.
Future alkaline water systems are likely to feature:
* Smart monitoring
* IoT integration
* Remote diagnostics
* Improved energy efficiency
* Advanced mineral balancing technologies
Businesses investing in modern water infrastructure today will be better positioned to meet future expectations.
⚫ Conclusion
As organizations continue to prioritize employee well-being, customer satisfaction, and premium facility management, alkaline water plants are becoming an increasingly attractive choice.
By combining advanced purification with enhanced water quality, these systems offer businesses a modern solution that aligns with evolving expectations and technological advancements.
The shift from traditional water purification systems to alkaline water plants reflects a broader trend toward smarter, higher-quality, and future-ready water solutions.
⚫ Keywords
#AlkalineWaterPlant
#AlkalineWaterSystem
#CommercialWaterSolutions
#DrinkingWaterTechnology
#WaterPurificationPlant
#IndustrialWaterTreatment
#CorporateWellness
#PremiumDrinkingWater
#WaterTreatmentSolutions
#AlkalineWaterIndia
#BusinessWaterSolutions
#WaterQualityManagement
#CommercialROPlant
#WaterTechnology
#SrishtiPolytech
⚫ About Srishti Polytech
Srishti Polytech provides advanced water treatment solutions for industrial, commercial, and institutional applications.
Our Solutions:
* Alkaline Water Plants
* Industrial RO Plants
* Water Treatment Plants (WTP)
* ETP Plants
* STP Plants
* Water Softener Systems
* Water Coolers
* AMC & CAMC Services
⚫ Contact Details
📞 62026289736 | 7488581814
🌐 [www.srishtipolytech.com](http://www.srishtipolytech.com)
📧 [srishtipolytech@gmail.com](mailto:srishtipolytech@gmail.com)
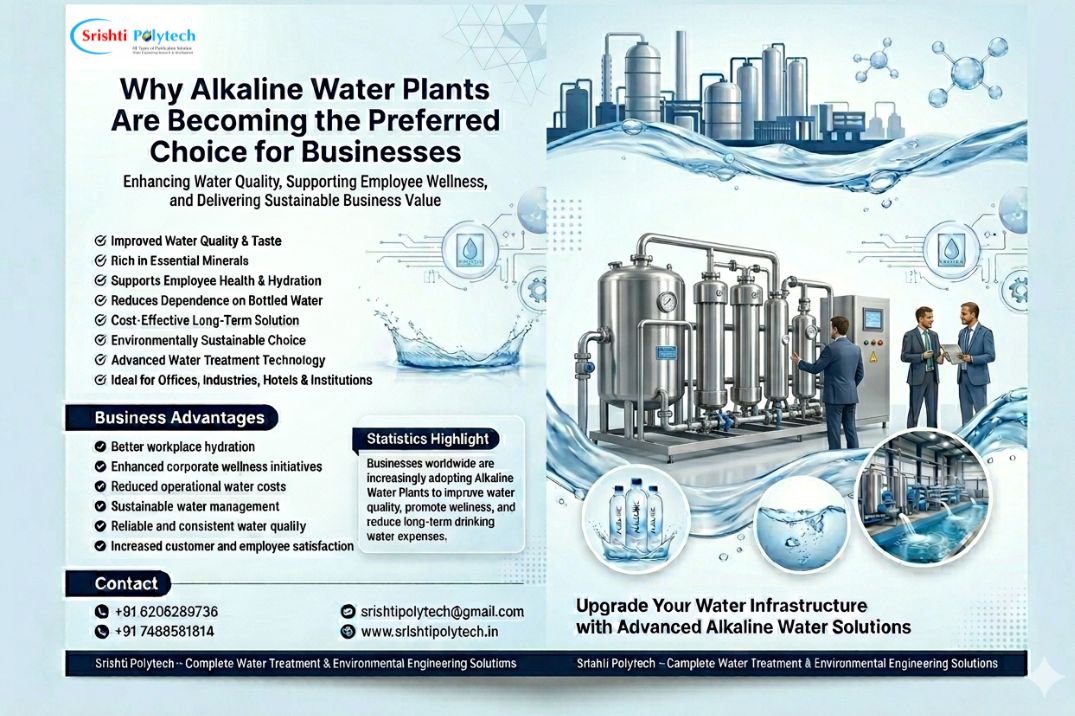
May 30, 2026
Why Alkaline Water Plants Are Becoming the Preferred Choice for Businesses...?
"Businesses that invest in better water quality invest in better experiences, stronger trust, and a healthier future." In today's competitive...
What is a Wheel Washing System and Why is it Important for Construction Sites?....
May 30, 2026
uploads/blogs/blog_6a1a9b0bc664d.jpg
"In modern construction projects, maintaining clean roads and controlling dust pollution is just as important as completing the project itself—making Wheel Washing Systems an essential part of responsible site management."
Modern construction projects are transforming cities, highways, industrial zones, and infrastructure across the country. However, along with development comes a significant challenge—dust, mud, and debris generated by construction activities.
Heavy trucks and construction vehicles frequently move in and out of project sites carrying soil, sand, cement, and other materials. As these vehicles travel onto public roads, mud and dust attached to their tires can create environmental pollution, road safety concerns, and compliance issues.
To address this problem, construction companies are increasingly adopting Wheel Washing Systems. These systems help maintain cleaner roads, reduce dust pollution, and support environmental compliance.
⚫ What is a Wheel Washing System?
A Wheel Washing System is an automated cleaning solution designed to wash the wheels, tires, and underbody of trucks and heavy vehicles before they exit a construction or industrial site.
The system uses high-pressure water jets to remove:
* Mud
* Soil
* Dust
* Sand
* Construction debris
* Sludge
from vehicle wheels and undercarriages.
By preventing contaminants from being carried onto public roads, wheel washing systems help maintain a cleaner and safer environment.
⚫ How Does a Wheel Washing System Work?
The operation of a wheel washing system is simple yet highly effective.
Step 1: Vehicle Entry
The vehicle enters the washing platform at a controlled speed.
Step 2: Automatic Detection
Sensors detect the vehicle and activate the washing process.
Step 3: High-Pressure Cleaning
Strategically positioned nozzles spray high-pressure water to clean the tires, wheels, and underbody.
Step 4: Debris Collection
Mud and debris are collected in a sedimentation tank.
Step 5: Water Recycling
Many advanced systems recycle water, reducing wastage and operating costs.
Step 6: Clean Exit
The cleaned vehicle exits the system and proceeds onto public roads.
⚫ Why is a Wheel Washing System Important for Construction Sites?
1. Controls Dust Pollution
Construction activities generate large amounts of dust that can spread into surrounding areas.
Excessive dust can:
* Affect air quality
* Cause respiratory issues
* Create visibility problems
* Lead to complaints from nearby communities
A wheel washing system significantly reduces the amount of dust leaving the site.
2. Keeps Public Roads Clean
Mud carried by vehicle tires often accumulates on nearby roads.
This can result in:
* Dirty road surfaces
* Traffic disruptions
* Increased municipal cleaning costs
Wheel washing systems help keep roads clean and presentable.
3. Improves Road Safety
Mud and debris on roads can create slippery conditions and increase accident risks.
Cleaner roads contribute to:
* Better vehicle traction
* Safer driving conditions
* Reduced accident potential
4. Supports Environmental Compliance
Many construction projects are required to follow environmental regulations regarding dust and pollution control.
Installing a wheel washing system helps companies:
* Meet environmental standards
* Reduce pollution risks
* Avoid penalties and fines
5. Enhances Professional Image
A clean and well-managed site reflects positively on the construction company.
Clients, government authorities, and local communities often view environmentally responsible companies more favorably.
⚫ Key Benefits of Wheel Washing Systems
* Efficient Cleaning
Automated systems provide consistent and reliable cleaning performance.
* Reduced Manual Labour
The process is largely automated, minimizing labour requirements.
*Water Recycling
Modern systems reuse water, reducing operational costs.
* Fast Operation
Vehicles can be cleaned quickly without disrupting project schedules.
* Long-Term Cost Savings
Preventing environmental violations and reducing road cleaning costs can result in significant savings.
⚫Industries That Use Wheel Washing Systems
Although commonly associated with construction sites, wheel washing systems are also widely used in:
* Mining operations
* Cement plants
* Quarry sites
* Infrastructure projects
* Waste management facilities
* Industrial manufacturing plants
* Landfills
Any industry where vehicles carry mud, dust, or debris can benefit from wheel washing technology.
⚫ Choosing the Right Wheel Washing System
Before selecting a system, consider:
* Vehicle Volume
How many trucks enter and exit the site daily?
* Vehicle Size
The dimensions and weight of vehicles affect system design.
* Site Conditions
Mud levels and traffic intensity influence cleaning requirements.
* Water Availability
Water recycling capabilities can reduce consumption.
* Automation Requirements
Fully automated systems improve efficiency and reduce labour costs.
⚫ The Future of Wheel Washing Systems
As environmental regulations become stricter, wheel washing technology continues to evolve.
Modern systems now include:
* Smart sensors
* Automated controls
* Water recycling technology
* Energy-efficient operation
* Remote monitoring capabilities
These advancements improve performance while supporting sustainable construction practices.
⚫ Conclusion
A Wheel Washing System is more than just a cleaning solution—it is an essential tool for environmental protection, road safety, and regulatory compliance.
By removing mud, dust, and debris from construction vehicles before they leave a site, these systems help maintain cleaner roads, improve public safety, and demonstrate environmental responsibility.
As construction and infrastructure projects continue to expand, wheel washing systems will play an increasingly important role in creating cleaner, safer, and more sustainable work environments.
⚫About Srishti Polytech
Srishti Polytech provides advanced industrial and environmental solutions, including Wheel Washing Systems, Water Treatment Plants, RO Plants, ETP Plants, STP Plants, Water Softeners, Water Coolers, and AMC/CAMC Services.
⚫Contact Details
📞 62026289736 | 7488581814
🌐 [www.srishtipolytech.com](http://www.srishtipolytech.com)
📧 [srishtipolytech@gmail.com](mailto:srishtipolytech@gmail.com)
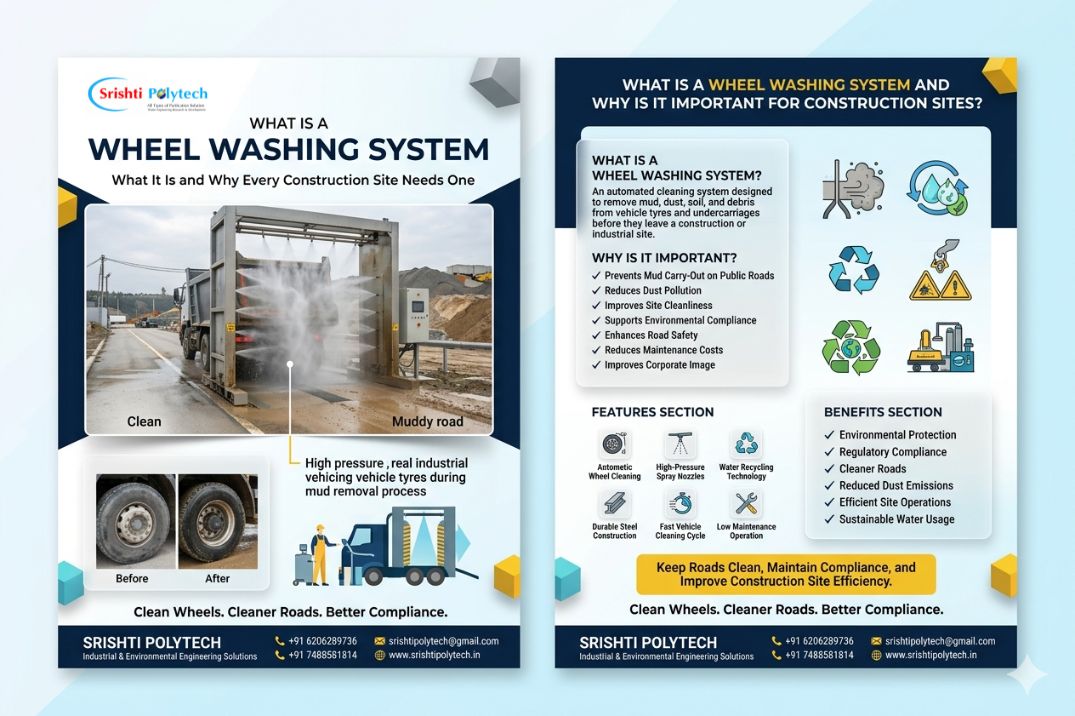
May 30, 2026
What is a Wheel Washing System and Why is it Important for Construction Sites?....
"In modern construction projects, maintaining clean roads and controlling dust pollution is just as important as completing the project itself—making...
How Water Treatment Plants Help Industries Save Money.....
May 29, 2026
uploads/blogs/blog_6a197ec8a583a.jpg
“Smart Water Treatment Systems are not just environmental solutions — they are powerful cost-saving investments that help industries reduce expenses, improve efficiency, and maximize long-term profitability.”
In modern industries, water is not just a utility — it is a critical operational resource. From manufacturing and processing to cooling and cleaning, industries consume massive quantities of water every day. However, rising water costs, strict environmental regulations, and wastewater disposal challenges are pushing industries to adopt smarter water management solutions.
This is where Water Treatment Plants (WTPs) become extremely valuable. A properly designed water treatment system not only ensures clean and safe water for industrial operations but also helps companies significantly reduce operational costs, improve efficiency, and increase long-term profitability.
Today, industries are realizing that investing in water treatment is not an expense — it is a strategic financial advantage.
⚫ What is a Water Treatment Plant?
A Water Treatment Plant (WTP) is a system designed to remove impurities, suspended solids, chemicals, dissolved salts, bacteria, and contaminants from raw water or wastewater to make it suitable for industrial use or reuse.
* Depending on industrial requirements, treatment systems may include:
-Filtration Systems
-Reverse Osmosis (RO)
-Softening Plants
-Demineralization (DM) Plants
-Effluent Treatment Plants (ETP)
-Sewage Treatment Plants (STP)
* Why Industries Need Water Treatment Plants
Industries require high-quality water for:
-Boiler operations
-Cooling towers
-Manufacturing processes
-Product washing
-Chemical processing
-Food & beverage production
-Pharmaceutical applications
Untreated water can damage machinery, reduce efficiency, increase maintenance costs, and lead to production losses.
⚫How Water Treatment Plants Save Money
1. Reduction in Water Consumption
One of the biggest advantages of water treatment systems is water recycling and reuse.
How It Helps:
Treated wastewater can be reused in cooling, cleaning, and processing.
Reduces dependency on freshwater sources.
Lowers water procurement costs.
* Financial Impact:
Industries can reduce water consumption costs by up to 60–90% through recycling systems.
2. Lower Equipment Maintenance Costs
Untreated water contains:
-Hardness minerals
-Suspended solids
-Corrosive chemicals
-Biological contaminants
These impurities cause:
-Scaling
-Corrosion
-Pipeline blockage
-Equipment wear
Water Treatment Prevents:
-Boiler scaling
-Cooling tower corrosion
-Membrane fouling
-Pump damage
Result:
Reduced maintenance expenses and fewer equipment breakdowns.
3. Increased Equipment Lifespan
Industrial machinery is expensive. Poor-quality water shortens the lifespan of:
-Boilers
-Heat exchangers
-Pumps
-Cooling towers
-RO membranes
A water treatment plant protects these assets by supplying treated water with controlled chemistry.
⚫Benefits:
-Longer machinery life
-Reduced replacement cost
-Higher return on investment (ROI)
4. Energy Savings
Scaling and fouling inside boilers and heat exchangers reduce heat transfer efficiency.
Even a small layer of scale can significantly increase energy consumption.
-Water Treatment Improves:
-Boiler efficiency
-Heat transfer rate
-Cooling efficiency
* Result:
Lower electricity and fuel consumption.
Industries can save substantial energy costs annually through proper water treatment.
5. Reduced Downtime and Production Loss
Unexpected machinery failure due to poor water quality can stop production completely.
* Common Problems:
-Boiler tube failure
-Chiller blockage
-Pump breakdown
-Membrane choking
* Water Treatment Helps By:
-Maintaining stable water quality
-Preventing process interruption
-Reducing emergency shutdowns
* Financial Benefit:
Continuous production means higher profitability.
6. Lower Chemical Consumption
Properly treated water requires fewer operational chemicals.
Reduced Usage Of:
-Anti-scalants
-Corrosion inhibitors
-Cleaning chemicals
-Boiler chemicals
* Result:
Lower chemical purchasing cost and better process efficiency.
7. Compliance with Environmental Regulations
Industries that discharge untreated wastewater may face:
-Heavy penalties
-Legal action
-Plant shutdown notices
Water treatment systems ensure compliance with:
-Pollution Control Board norms
-Environmental standards
-Industrial discharge limits
* Financial Advantage:
Avoidance of fines, legal expenses, and operational disruptions.
8. Wastewater Reuse and Recovery
Modern treatment systems recover valuable resources from wastewater.
Examples:
-Water recovery through RO systems
-Chemical recovery in process industries
* Result:
Reduced raw material and water procurement costs.
9. Reduced Dependency on Water Tankers
Many industries purchase tanker water during shortages.
A recycling-based treatment plant minimizes this dependency.
* Benefits:
-Stable water availability
-Reduced tanker expenses
-Better operational continuity
10. Improved Product Quality
In industries like:
-Pharmaceuticals
-Food & Beverage
-Textile
-Electronics
Water quality directly affects final product quality.
-Treated Water Ensures:
-Better product consistency
-Reduced rejection rates
-Lower production waste
⚫Financial Impact:
Higher customer satisfaction and reduced material loss.
* Future of Industrial Water Management
As water scarcity increases globally, industries will increasingly rely on:
-Water recycling
-Wastewater recovery
-Sustainable treatment technologies
Companies investing in efficient water treatment today will gain both financial and environmental advantages in the future.
⚫ Conclusion
Water Treatment Plants are no longer optional for industries — they are essential for reducing costs, improving operational efficiency, protecting equipment, and ensuring environmental compliance.
From lowering water bills and maintenance costs to improving production quality and reducing downtime, water treatment systems provide long-term financial benefits that far exceed the initial investment.
Industries that adopt advanced water treatment technologies not only save money but also build a sustainable and environmentally responsible future.
⚫ Srishti Polytech – Industrial Water Treatment Experts
At Srishti Polytech, we provide complete industrial water and wastewater treatment solutions designed to improve efficiency and reduce operational costs.
⚫ Contact Details
📞 +91 6206289736
📞 +91 7488581814
📧 srishtipolytech@gmail.com
🌐 www.srishtipolytech.in

May 29, 2026
How Water Treatment Plants Help Industries Save Money.....
“Smart Water Treatment Systems are not just environmental solutions — they are powerful cost-saving investments that help industries reduce expenses,...
What is AMC/CAMC in Water Purifier Systems? 💧
May 28, 2026
uploads/blogs/blog_6a182a20e0edd.jpg
💧 “Smart maintenance plans like AMC and CAMC help water purification systems perform efficiently, safely, and reliably throughout the year.”
Water purification systems have become an essential part of homes, industries, hospitals, schools, hotels, factories, laboratories, and commercial spaces. Whether it is a Domestic RO System, Industrial RO Plant, Water Cooler, Softener Plant, STP, or ETP, regular maintenance is necessary for smooth performance and long equipment life.
This is where AMC (Annual Maintenance Contract) and CAMC (Comprehensive Annual Maintenance Contract) play an important role.
Many customers install a water purifier system but ignore regular servicing, which eventually leads to:
-Poor water quality
-High maintenance cost
-Membrane damage
-Pump failure
-Leakage issues
-Increased electricity consumption
⚫ we will deeply understand:
-What AMC/CAMC means
-Difference between AMC and CAMC
-Benefits
-Services included
-Why maintenance contracts are important
-How industries save money through AMC services
⚫What is AMC in Water Purifier Systems?
-AMC Full Form:
Annual Maintenance Contract
-AMC is a service agreement between the customer and the service provider for regular maintenance and servicing of the water purification system.
⚫ Under AMC, the company provides:
-Scheduled servicing
-System inspection
-Cleaning
-Minor repairs
-Technical support
However, major spare parts are usually charged separately.
⚫ What is CAMC in Water Purifier Systems?
- CAMC Full Form:
Comprehensive Annual Maintenance Contract
CAMC is an advanced maintenance contract where both:
-servicing
-spare part replacement
are included in a single package.
⚫It covers:
-Regular maintenance
-Breakdown support
-Replacement of damaged components
-Filter replacement
-Pump servicing
-Membrane replacement (depending on agreement)
* CAMC provides complete peace of mind to customers.
⚫Why AMC/CAMC is Important for Water Purifier Systems
Water treatment systems continuously process raw water containing:
-TDS
-Hardness
-Iron
-Fluoride
-Suspended solids
-Chemicals
-Bacteria
⚫ Without regular maintenance:
-Filters choke
-Membranes foul
-Pumps overload
-Flow rate decreases
-Water quality deteriorates
AMC/CAMC ensures the system operates efficiently throughout the year.
⚫ Benefits of AMC/CAMC Services
1. Improved Water Quality
Regular servicing keeps:
-filters clean
-membranes active
-UV systems functional
This ensures safe and pure water.
2. Increased Equipment Life
Routine maintenance reduces wear and tear on:
-pumps
-membranes
-valves
-electrical components
This increases overall system lifespan.
3. Reduced Breakdown Risk
Preventive maintenance identifies problems before major failures occur.
This minimizes:
-downtime
-emergency repair cost
-operational disruption
4. Cost Savings
Many companies ignore maintenance to save money, but neglected systems create expensive repairs later.
AMC/CAMC helps:
-reduce operational cost
-avoid sudden failures
-improve energy efficiency
5. Better System Efficiency
A properly maintained RO plant consumes:
-less electricity
-less chemicals
-less water wastage
This improves plant performance.
Services Included in AMC/CAMC
Typical AMC Services
⚫Inspection
-Electrical inspection
-Pump checking
-Pressure monitoring
⚫ Cleaning
-Filter cleaning
-Tank cleaning
-Pipeline flushing
⚫ Testing
-TDS testing
-Flow rate monitoring
-Water quality analysis
⚫ Servicing
-Valve adjustment
-Leak fixing
-Minor troubleshooting
Typical CAMC Services
⚫ CAMC includes everything in AMC plus:
-Filter replacement
-Carbon replacement
-Membrane replacement
-Pump repair
-Electrical component servicing
-Solenoid valve replacement
-Sensor replacement
Systems Covered Under AMC/CAMC
AMC/CAMC services are available for:
⚫Domestic Systems
-Home RO
-UV systems
-Water dispensers
⚫Commercial Systems
-Water coolers
-Commercial RO plants
-Hotels & restaurant systems
⚫ Industrial Systems
-Industrial RO plants
-DM plants
-Softener plants
-ETP plants
-STP plants
-Ultrafiltration systems
⚫ Common Problems Without AMC/CAMC
Companies that avoid maintenance contracts often face:
- Membrane choking
-Pump burnout
-Bad taste & odor
- Low water flow
- Leakage issues
- High TDS levels
- Frequent breakdowns
- Increased electricity bills
⚫ How AMC/CAMC Improves Business Operations
For industries, water treatment systems directly impact:
-production quality
-machinery life
-operational efficiency
⚫Regular maintenance:
-improves plant reliability
-minimizes downtime
-supports compliance standards
⚫ Choosing the Right AMC/CAMC Provider
Before selecting a service provider, check:
- Technical expertise
- OEM support
- Response time
- Availability of spare parts
- Service history
- Customer reviews
- Trained technicians
⚫Future of Smart AMC/CAMC Services
Modern water treatment maintenance now includes:
-IoT monitoring
-Online diagnostics
-Predictive maintenance
-Remote system alerts
-Smart automation support
This helps industries monitor systems in real-time.
⚫Conclusion
AMC and CAMC services are not just maintenance packages — they are long-term investments in system reliability, water quality, and operational efficiency.
Whether it is a domestic RO purifier or a large industrial water treatment plant, regular servicing is essential for uninterrupted performance and equipment protection.
Companies and homeowners who invest in professional AMC/CAMC services experience:
-better water quality
-lower maintenance cost
-fewer breakdowns
-longer equipment life
As water purification technology continues to evolve, smart maintenance solutions will become even more important for industries and commercial users.
⚫Keywords
#AMC
#CAMC
#WaterPurifierAMC
#ROPlantMaintenance
#IndustrialROPlant
#WaterTreatmentServices
#WaterPurifierService
#ROAMCService
#CommercialROPlant
#IndustrialWaterTreatment
#WaterTreatmentPlant
#ROMaintenance
#WaterCoolerService
#SoftenerPlant
#ROPlantAMC
#ETPPlantMaintenance
#STPPlantService
#PreventiveMaintenance
#WaterPurificationSystem
#SrishtiPolytech
⚫ About Srishti Polytech
Srishti Polytech is a trusted OEM manufacturer and supplier of advanced water purification and water treatment solutions in India.
⚫ We provide:
-Industrial RO Plants
-Domestic RO Systems
-Water Coolers
-Softener Plants
-ETP Plants
-STP Plants
-WTP Systems
-AMC & CAMC Services
-Water Treatment Project Solutions
⚫Contact Details
📞 62026289736 | 7488581814
🌐 Srishti Polytech
📧 srishtipolytech@gmail.com

May 28, 2026
What is AMC/CAMC in Water Purifier Systems? 💧
💧 “Smart maintenance plans like AMC and CAMC help water purification systems perform efficiently, safely, and reliably throughout the year.”...
End-to-End Water Treatment Project Solutions......
May 27, 2026
uploads/blogs/blog_6a17e48a74307.png
Clean water is no longer just a necessity — it is the backbone of sustainable industries and healthy communities. End-to-End Water Treatment Project Solutions provide complete systems from water purification to wastewater management under one integrated approach.
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
The Ultimate Guide to End-to-End Water Treatment Project Solutions
Water is the lifeblood of industry. Whether it is the precise formulation required for a pharmaceutical batch, the high-purity steam needed for power generation, or the massive volumes of safe drinking water required for communities, water quality is non-negotiable.
Yet, many businesses treat water management as a series of disconnected purchases—a filter here, a chemical dosing pump there. The result? Frequent breakdowns, soaring operational costs, and compliance headaches.
The real solution lies in End-to-End Water Treatment Project Solutions. Let’s explore what an end-to-end approach actually means, why it is a game-changer for your business, and how the right execution transforms water from an operational liability into a competitive advantage.
What Exactly is an "End-to-End" Water Treatment Solution?
An end-to-end solution means a single, dedicated partner handles your entire water cycle—from the raw water entering your facility to the safe disposal or reuse of treated wastewater. Instead of dealing with multiple vendors, fabricators, and consultants, you get a seamless, integrated blueprint.
Here is how a professional turnkey project unfolds:
1. Raw Water Analysis & Feasibility Study
No two water sources are identical. The process begins in the laboratory, analyzing your raw water source (borewell, river, municipal, or industrial heavy effluent) for Total Dissolved Solids (TDS), heavy metals, microbial contamination, and organic load.
The Goal: Designing a system tailored precisely to your raw water profile and desired output quality.
2. Bespoke Engineering & System Design
Once the data is in, process engineers design the optimal treatment train. This isn’t a one-size-fits-all product catalogue; it is custom engineering. It determines whether your plant needs a heavy-duty Stainless Steel Reverse Osmosis (RO) system, specialized Ultrafiltration (UF), or advanced Ion Exchange softeners.
The Goal: Maximum recovery rates with minimal energy footprint.
3. Precision Manufacturing & Assembly
High-performance projects require high-performance hardware. From rugged Stainless Steel (SS 304/316) pressure vessels and skid frames to high-pressure pumps and precision multi-port valves, every component is assembled under strict quality control standards.
The Goal: Structural durability that withstands harsh industrial environments.
4. Flawless On-Site Commissioning & Integration
A brilliant design on paper must perform in the field. Professional technicians manage the entire mechanical piping, electrical panel integration, PLC programming, and hydraulic testing on-site to ensure the plant performs at its rated capacity (whether it's 500 LPH or 50 KLD).
The Goal: Seamless integration into your existing factory utilities with zero downtime.
5. Operation, Maintenance & Lifecycle Support
The project doesn't end when the switches are turned on. Comprehensive end-to-end solutions include operator training, preventive maintenance schedules, and rapid spare parts availability (membranes, dosing chemicals, filter media).
The Goal: Preventing unexpected shutdowns through proactive care.
⚫ Moving Beyond Pure Water: Effluent and Sewage Management
A true end-to-end partner doesn't just give you clean water; they manage your waste responsibly. With tightening environmental regulations and pollution control board norms, handling discharge is critical.
Sewage Treatment Plants (STP): Utilizing advanced technologies like MBBR (Moving Bed Biofilm Reactor) or MBR (Membrane Bioreactor) to treat domestic and commercial wastewater, making it perfect for gardening, flushing, and cooling towers. (Keywords: Compact STP solutions, commercial wastewater recycling)
Effluent Treatment Plants (ETP): Custom-built to neutralize complex chemical and industrial waste, ensuring your facility meets all regulatory discharge norms or achieves Zero Liquid Discharge (ZLD). (Keywords: Industrial ETP manufacturing, Zero Liquid Discharge plant)
💡 Extra Value Points: Future-Proofing Your Water Infrastructure
To make your water treatment setup truly world-class, consider these modern enhancements during the project design phase:
IoT-Enabled Smart Monitoring: Modern water plants don't require constant manual supervision. Integrating IoT sensors allows you to monitor TDS flow rates, pressure drops, and pump health in real-time right from a smartphone or central control room.
Energy Recovery Devices (ERD): For large-scale RO plants, installing energy recovery systems can cut electricity consumption significantly by repurposing the hydraulic pressure of the reject water stream.
Sustainable Water Footprint: Focus on maximizing permeate (purified water) recovery. Designing a system that safely reuses reject water for non-critical applications like floor washing or flushing slashes your raw water dependency.
⚫ Conclusion:
Investing in an industrial water treatment plant is not just an equipment purchase—it is an investment in your operational continuity, product quality, and regulatory peace of mind. By choosing a comprehensive, end-to-end solution, you eliminate technical guesswork and secure an engineered system designed to perform for years to come.
Are you looking to install a new water treatment system or upgrade your existing infrastructure? Partner with an expert who understands every step of the process.
⚫ Target SEO Keywords
#End-to-end water treatment project solutions
#Turnkey industrial RO plant manufacturer
#Effluent and Sewage Treatment Plant solutions
#Commercial water purification systems
#Zero Liquid Discharge ZLD project execution
#Custom water treatment plant engineering
⚫Contact Us Today for Complete Water Treatment Solutions
📞 62026289736 | 7488581814
🌐 www.srishtipolytech.com
📧 srishtipolytech@gmail.com

May 27, 2026
End-to-End Water Treatment Project Solutions......
Clean water is no longer just a necessity — it is the backbone of sustainable industries and healthy communities. End-to-End...
Innovative Water Treatment Technologies for India 🚰
May 26, 2026
uploads/blogs/blog_6a17e556b4d5f.png
"India isn't just searching for clean water anymore; we are inventing it. Welcome to the era of smart, decentralized, and futuristic water tech."
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
The Liquid Gold Rush: How India is Hacking the Future of Clean Water
Imagine trying to satisfy the thirst of 1.4 billion people when your groundwater is retreating, your rivers are heavily stressed, and the climate refuses to play by the old rules. Traditional water treatment—relying on massive, power-hungry plants and rigid pipelines—is no longer enough to save the day.
India isn't just looking for more water; it is completely redefining how we treat it. From the labs of premier institutes like the IITs to decentralized villages, a quiet tech revolution is turning the tide.
Here are the groundbreaking, innovative water technologies reshaping India's liquid landscape.
1. Nanotechnology: Fighting Arsenic at the Atomic Scale
In parts of West Bengal, Bihar, and Uttar Pradesh, groundwater is quietly laced with arsenic and fluoride—invisible poisons affecting millions. Traditional filters struggle with these dissolved toxins without wasting massive amounts of water or generating excessive chemical sludge.
Enter AMRIT (Anion and Metal Removal by Indian Technology), a brilliant breakthrough pioneered out of IIT Madras.
Using world-class engineered nanomaterials, this technology acts like a hyper-specific molecular magnet. It cleanly captures arsenic, iron, and fluoride ions without needing electricity. Look at how compact these regional deployment units are—they operate entirely on gravity and raw water pressure. Best of all, it delivers safe drinking water for a mere 2 to 4 paise per liter, transforming public health across remote pockets of the country.
2. Solar-Powered Water ATMs & Decentralized Micro-Grids
Historically, if a rural village had no stable grid electricity, advanced water purification like Reverse Osmosis (RO) or Ultrafiltration (UF) was a pipe dream. Today, we are decoupling water security from the power grid entirely.
Companies and local startups are deploying self-sustaining, modular Solar Water Kiosks across rural regions.
The Ripple Effect: By shifting to decentralized solar water infrastructure, communities drastically reduce transmission losses, eliminate electricity bills, and bypass the volatile grid—ensuring uninterrupted access even during heavy monsoons or peak summer blackouts.
3. The Digital Twin: AI and IoT at the Valve
Water infrastructure used to be reactive: you only fixed a plant or a pipeline after it broke or contaminated a supply. Now, India is injecting artificial intelligence into the system.
Modern treatment facilities across Indian industrial zones and smart cities are integrating IoT sensors and Digital Twins. A Digital Twin is a real-time virtual replica of the entire physical water treatment plant.
⚫ Predictive Maintenance: AI models analyze data from hundreds of flow, pressure, and chemical sensors to predict exactly when a membrane will clog or a pump will fail.
⚫ Precision Dosing: Instead of dumping a static amount of chlorine or coagulants into fluctuating raw water, IoT-driven automation adjusts chemical dosing in real time, slicing chemical waste and cutting energy consumption by 15–20%.
4. Total Circularity: Zero Liquid Discharge (ZLD)
With the Central Pollution Control Board (CPCB) tightening environmental mandates, Indian industries can no longer treat wastewater as a disposable liability. They are turning to Zero Liquid Discharge (ZLD) and Minimal Liquid Discharge (MLD) architectures.
⚫ The Verdict: A Smarter, Decentralized Tomorrow
India’s water crisis is massive, but the solution isn't just building bigger concrete pipes. The true innovation lies in making water infrastructure smaller, smarter, and decentralized. By fusing nanotechnology, renewable solar energy, and AI-driven automation, India is proving that securing clean water doesn't have to cost the Earth.
The future of water isn't about finding a brand-new source; it's about perfectly curating, protecting, and recycling every single drop we already have.
⚫ Keywords
#Water Technology India #Sustainable Infrastructure #Solar Water ATMs #IIT Madras AMRIT #Zero Liquid Discharge #Green Tech India #Wastewater Management
📞 6206289736 / 7488581814
📧 srishtipolytech@gmail.com
🌐 www.srishtipolytech.in

May 26, 2026
Innovative Water Treatment Technologies for India 🚰
"India isn't just searching for clean water anymore; we are inventing it. Welcome to the era of smart, decentralized, and...
Why Industries Trust Srishti Polytech for Water Treatment Solutions ?💧
May 26, 2026
uploads/blogs/blog_6a153b8a70a2b.png
“Clean Water is Not Just a Requirement — It’s the Foundation of Every Successful Industry.”
In today’s industrial world, clean and properly treated water is essential for smooth operations, product quality, equipment safety, and environmental compliance. Industries across India are rapidly adopting advanced water treatment systems to meet growing operational and environmental demands.
Srishti Polytech has emerged as a trusted name in the field of water treatment solutions by delivering reliable, efficient, and customized systems for industrial, commercial, and government projects. From RO Plants and Water Treatment Systems to STP and ETP solutions, the company provides complete end-to-end support for modern water purification needs.
🔹Customized Solutions for Every Industry
Different industries face different water challenges. A pharmaceutical company, food processing unit, hospital, hotel, or manufacturing plant all require specific water treatment systems based on water quality and operational requirements.
Srishti Polytech focuses on designing customized solutions based on:
1. Water TDS level
2. Water usage capacity
3. Industrial process requirements
4. Space availability
5. Budget and operational goals
This customized engineering approach makes the systems more efficient, cost-effective, and long-lasting.
🔹 Complete Water Treatment Solutions Under One Roof
Industries prefer working with experienced companies that can provide multiple water treatment solutions from a single source. Srishti Polytech offers a complete range of systems including:
1. Industrial RO Plants
2. Commercial RO Systems
3. STP (Sewage Treatment Plants)
4. ETP (Effluent Treatment Plants)
5. Water Softening Systems
6. Iron Removal Plants
7. Filtration Systems
8. Customized Water Treatment Solutions
- This complete solution approach helps industries reduce operational complexity while ensuring reliable performance.
🔹Advanced Technology & Quality Components
Modern industries require high-performance systems that can operate continuously with minimal downtime. Srishti Polytech uses advanced purification technologies and quality components to ensure durability and efficiency.
⚙️ Key technologies include:
1. Reverse Osmosis (RO)
2. Multi-Grade Filtration
3. Activated Carbon Filtration
4. UV & UF Systems
5. Water Softening Technology
6. Iron Removal Technology
These systems help industries maintain water quality standards while improving operational efficiency.
🔹 Reliable Tender & Project Execution Services
One of the major reasons industries trust Srishti Polytech is its capability to handle complete water treatment projects and tender-based work professionally.
🔹 The company provides:
1. Project planning
2. Technical consultation
3. Equipment supply
4. Installation support
5. System commissioning
6. Maintenance services
From small commercial setups to large industrial water treatment projects, Srishti Polytech ensures smooth project execution with quality standards and technical expertise.
🔹 Focus on Quality, Service & Customer Satisfaction
Water treatment systems require proper technical support and long-term reliability. Srishti Polytech is committed to delivering:
1. High-quality systems
2. Professional engineering support
3. Timely project completion
4. Efficient after-sales service
5. Customer-focused solutions
This strong service approach helps build long-term trust with clients across various sectors.
🔹 Conclusion
Choosing the right water treatment partner is essential for long-term operational success. With advanced technology, customized engineering, reliable project execution, and strong customer support, Srishti Polytech continues to be a trusted partner for industries looking for efficient and reliable water treatment solutions.
Whether it is an Industrial RO Plant, STP, ETP, or complete turnkey water purification project, Srishti Polytech delivers smart and sustainable solutions tailored to modern industrial needs.
“Visit Srishti Polytech to explore advanced water treatment solutions.”
🔹 SEO Keywords
#Water Treatment Solutions #Industrial RO Plant #STP Plant #ETP Plant #Water Treatment Company in India #Industrial Water Purification #Water Treatment Tender Services #Commercial RO Plant #Water Treatment Project Solutions #Srishti Polytech
📞 6206289736 / 7488581814
📧 srishtipolytech@gmail.com
🌐 www.srishtipolytech.in

May 26, 2026
Why Industries Trust Srishti Polytech for Water Treatment Solutions ?💧
“Clean Water is Not Just a Requirement — It’s the Foundation of Every Successful Industry.” In today’s industrial world, clean...
Commercial RO Plant vs Domestic RO Plant – Which One Is Right for You?
May 25, 2026
uploads/blogs/blog_6a17e66ae08c1.png
Clean and safe drinking water has become essential for homes, offices, industries, hospitals, schools, and commercial spaces. Reverse Osmosis (RO) systems are one of the most effective solutions for water purification. However, many people get confused when choosing between a Domestic RO Plant and a Commercial RO Plant.
At Srishti Polytech, we provide advanced RO water treatment solutions for residential, commercial, and industrial applications. In this guide, we explain the major differences between Commercial RO Plants and Domestic RO Systems to help you choose the right water purification solution.
* What is a Domestic RO Plant?
A Domestic RO Plant is a compact water purification system designed for household use. These systems are commonly installed in kitchens and are suitable for small families.
* Features of Domestic RO Systems
1. Compact design
2. Easy kitchen installation
3. Suitable for drinking and cooking water
4. Lower water purification capacity
5. Affordable maintenance cost
* Common Applications
1. Homes
2. Apartments
3. Small households
-Domestic RO systems generally purify around 10–25 liters of water per hour, making them ideal for daily family usage.
* What is a Commercial RO Plant?
A Commercial RO Plant is a high-capacity water purification system designed for places where large amounts of purified water are required continuously.
These systems are built using heavy-duty membranes, pumps, and filtration units for long-term performance.
* Features of Commercial RO Plants
1. High purification capacity
2. Continuous water supply
3. Advanced filtration technology
4. Durable industrial-grade components
5. Suitable for high TDS water treatment
* Common Applications
1. Schools
2. Hospitals
3. Hotels
4. Restaurants
5. Offices
6. Factories
7. Commercial buildings
- Commercial RO plants can range from 50 LPH to several thousand LPH depending on water requirements.
* Commercial RO Plant vs Domestic RO Plant
Feature Domestic RO Plant Vs Commercial RO Plant
Usage- Home use Commercial & industrial use
Capacity- 10–25 LPH 50–5000+ LPH
Size- Compact Large setup
Installation- Kitchen wall-mounted Dedicated installation area
Water Demand- Low High
Maintenance- Simple Professional servicing required
Cost- Lower Higher
Users Supported- Small family Multiple users
* Which RO System Should You Choose?
- Choose a Domestic RO Plant If:
1. You need purified water for home use
2. Your family size is small
3. Daily water consumption is limited
4. You want a compact and affordable solution
- Choose a Commercial RO Plant If:
1. You require continuous purified water supply
2. Multiple people use the system daily
3. Water demand is high
4. You run a business, school, hospital, or factory
* Why Choose Srishti Polytech?
Srishti Polytech is a trusted manufacturer of water treatment solutions in India. We provide:
1. Industrial RO Plants
2. Commercial RO Systems
3. Water Treatment Plants
4. STP & ETP Solutions
5. Customized purification systems
- Our team offers complete support including system design, installation, maintenance, and technical assistance.
* Conclusion
Both Domestic RO Plants and Commercial RO Plants play an important role in water purification. The right choice depends on your daily water requirement, usage type, and budget.
If you are looking for reliable and customized RO water treatment solutions, Srishti Polytech can help you choose the perfect system for your home, business, or industry.
📞 6206289736 / 7488581814
📧 srishtipolytech@gmail.com
* Keywords
Commercial RO Plant, Domestic RO Plant, Industrial RO Plant, RO Water Purifier, Commercial Water Purification System, RO Plant Manufacturer, Industrial Water Treatment, Commercial RO System, Water Purification Solutions, RO Plant for Industries

May 25, 2026
Commercial RO Plant vs Domestic RO Plant – Which One Is Right for You?
Clean and safe drinking water has become essential for homes, offices, industries, hospitals, schools, and commercial spaces. Reverse Osmosis (RO)...
How to remove iron from borewell water ?
May 25, 2026
uploads/blogs/blog_6a13e41486b45.png
Borewell water is widely used in homes, industries, schools, hospitals, and commercial facilities across India. However, untreated borewell water often contains high TDS, iron, hardness, bad odor, bacteria, and other harmful impurities that can affect both health and machinery.
At Srishti Polytech, we provide advanced borewell water treatment solutions including RO Plants, Iron Removal Systems, Water Softeners, and Filtration Units designed for residential, commercial, and industrial applications.
With the right water treatment system, borewell water can be made safe, clean, and suitable for drinking as well as industrial use.
*Common Problems in Borewell Water
1. High TDS
2. Iron content
3. Hardness
4. Salty taste
5. Yellow water
6. Bad smell
* Our Borewell Water Treatment Solutions
1. RO Plant
2. Iron Removal Plant
3. Sand Filter
4. Carbon Filter
5. Water Softener
6. UV System
* Benefits of Water Treatment
1. Safe drinking water
2. Better appliance life
3. Reduced scaling
4. Improved taste & odor
5. Industries & Applications
* Why Choose Srishti Polytech
1. OEM Manufacturer
2. Customized systems
3. Installation support
4. Service support
* Focus Keywords
1. Borewell Water Treatment
2. Iron Removal from Borewell Water
3. Iron Removal Plant
4. Borewell Water Filter
5. Iron Removal Filter
6. Water Treatment Solutions
7. Borewell Water Purification
8. Iron Free Water
* Conclusion
Contact Srishti Polytech today for reliable borewell water treatment solutions customized for your needs.
📞 6206289736 / 7488581814
📧 srishtipolytech@gmail.com

May 25, 2026
How to remove iron from borewell water ?
Borewell water is widely used in homes, industries, schools, hospitals, and commercial facilities across India. However, untreated borewell water often...
RO Plant Business in India: Cost, Profit, License & Setup Guide (2026)
May 04, 2026
uploads/blogs/blog_6a14047e01277.png
Starting an RO (Reverse Osmosis) plant business in India is one of the most profitable opportunities in today’s water-scarce environment. With increasing demand for clean drinking water in cities, towns, and rural areas, the RO water business offers low investment with high recurring income.
In this guide, we’ll break down everything you need to know—cost, profit, licenses, and step-by-step setup.
🚀 Why Start an RO Plant Business in 2026?
Rising demand for safe drinking water
Growing urban & semi-urban population
Affordable technology and maintenance
Recurring revenue model (daily water sales)
👉 Whether you target households, offices, or supply jars (20L), the demand is consistent year-round.
💰 RO Plant Setup Cost in India
The cost depends on plant capacity, quality of components, and automation level.
🔹 Small Scale (500 LPH – 1000 LPH)
Plant Cost: ₹80,000 – ₹2,50,000
Tank & Storage: ₹30,000 – ₹70,000
Installation: ₹15,000 – ₹40,000
👉 Total Investment: ₹1.5 – ₹3.5 lakh
🔹 Medium Scale (2000 LPH – 5000 LPH)
Plant Cost: ₹3 – ₹8 lakh
Borewell / Water Source Setup: ₹50,000 – ₹2 lakh
Building & Civil Work: ₹1 – ₹3 lakh
👉 Total Investment: ₹5 – ₹12 lakh
🔹 Commercial Mineral Water Plant
Fully Automatic Plant: ₹10 – ₹25 lakh
Bottling Machine + Packaging: ₹5 – ₹15 lakh
👉 Total Investment: ₹15 – ₹40 lakh
📈 Profit in RO Water Business
Profit depends on your distribution model.
Example (1000 LPH Plant)
Daily Production: 8,000 liters
Selling Price: ₹0.30 – ₹1 per liter
Daily Revenue: ₹2,400 – ₹8,000
👉 Monthly Profit: ₹50,000 – ₹2,00,000 (after expenses)
📄 Required Licenses in India
To run a legal RO water business, you need:
BIS Certification (for packaged drinking water)
FSSAI License
GST Registration
Pollution Control Board NOC
Local Municipal Approval
👉 Without proper licensing, you may face penalties or shutdown.
⚙️ Step-by-Step Setup Process
1. Market Research
Identify demand in your area (homes, shops, offices).
2. Water Source Testing
Check TDS, hardness, and contaminants.
3. Select Plant Capacity
Choose 500 LPH, 1000 LPH, or higher based on demand.
4. Installation & Commissioning
Set up plant, tanks, pipelines, and electricals.
5. Packaging & Distribution
20L jar supply
Bottled water
Bulk supply
6. Marketing & Sales
Local distributors
Shops & offices
Online presence
⚙️ Additional Equipment Needed
UV Sterilizer
Ozonator
Storage tanks
Jar washing machine
TDS controller
🔧 Maintenance Cost
Membrane replacement (1–2 years): ₹8,000 – ₹25,000
Electricity: ₹5,000 – ₹15,000/month
Labor: ₹8,000 – ₹20,000/month
👉 Proper maintenance ensures long-term profit.
🏆 Why Choose Srishti Polytech?
ISO Certified Manufacturer
10,000+ Successful Installations
Customized RO, ETP, STP Solutions
Complete Setup Support (Design → Installation → AMC)
Service across Jharkhand, Bihar, West Bengal & PAN India
👉 We don’t just sell machines—we help you start and grow your water business.
📊 ROI (Return on Investment)
Break-even Period: 6 to 12 months
High recurring demand ensures stable income
📢 Final Thoughts
The RO plant business in India is a low-risk, high-demand opportunity. With the right setup, proper licensing, and reliable equipment, you can build a sustainable and profitable business.
📞 Start Your RO Business Today
Looking to set up your own RO plant?
👉 Contact Srishti Polytech for:
Free consultation
Cost estimation
Complete plant setup

May 04, 2026
RO Plant Business in India: Cost, Profit, License & Setup Guide (2026)
Starting an RO (Reverse Osmosis) plant business in India is one of the most profitable opportunities in today’s water-scarce environment....
Why Water Treatment Solutions Are Critical for India’s Future
Apr 25, 2026
uploads/blogs/blog_6a141b6c117fe.png
Water is the backbone of every industry, household, and community. Yet, across India, access to clean and safe water is becoming increasingly challenging. With rising pollution, groundwater depletion, and industrial demand, the need for advanced water treatment solutions has never been more urgent.
At Srishti Polytech, we understand these challenges and are committed to delivering reliable and efficient water treatment systems tailored to modern needs.
The Growing Water Crisis in India
India is facing a dual challenge—declining water availability and deteriorating water quality. Many regions depend heavily on groundwater, which is often contaminated with harmful chemicals, bacteria, and dissolved solids.
Some major concerns include:
High TDS (Total Dissolved Solids) levels
Presence of heavy metals like iron and arsenic
Industrial wastewater contamination
Lack of proper filtration systems in rural and semi-urban areas
Without proper treatment, this water is unsafe for drinking and industrial use.
What is a Water Treatment System?
A water treatment system is designed to remove impurities, harmful chemicals, and contaminants from water, making it safe for consumption or industrial use.
Common systems include:
Reverse Osmosis (RO) Plants
Water Softening Systems
Iron Removal Plants
Ultrafiltration (UF) Systems
Industrial Effluent Treatment Plants (ETP)
Each system is designed based on water quality and usage requirements.
Why Industries Need Water Treatment
Industries rely heavily on water for operations such as cooling, cleaning, and manufacturing. Untreated water can:
Damage machinery
Reduce efficiency
Increase maintenance costs
Affect product quality
Installing a proper water treatment system ensures:
Longer equipment lifespan
Reduced operational costs
Compliance with environmental regulations
Role of RO Plants in Clean Water Supply
Reverse Osmosis (RO) technology is one of the most effective methods for purifying water. It removes dissolved salts, bacteria, and harmful contaminants, making water safe and suitable for various applications.
RO plants are widely used in:
Commercial buildings
Hospitals
Schools and colleges
Industrial units
Packaged drinking water plants
Future of Water: Innovation & Sustainability
The future of water treatment lies in innovation. Technologies like:
Atmospheric Water Generators (AWG)
Smart monitoring systems
Energy-efficient filtration units
are transforming how we access and manage water.
Sustainable water solutions not only help conserve resources but also ensure long-term availability for future generations.
Why Choose Srishti Polytech?
At Srishti Polytech, we offer:
Customized water treatment solutions
High-quality RO plants and filtration systems
Installation, maintenance, and repair services
Cost-effective and energy-efficient designs
Our goal is simple: to provide clean, safe, and reliable water solutions across India.
Conclusion
Water is not just a resource—it is a necessity for life and growth. Investing in the right water treatment system today ensures a healthier tomorrow.
If you are looking for expert guidance or planning to install a water treatment system, Srishti Polytech is here to help.

Apr 25, 2026
Why Water Treatment Solutions Are Critical for India’s Future
Water is the backbone of every industry, household, and community. Yet, across India, access to clean and safe water is...
Atmospheric Water Generation (AWG): The Future of Water Supply in Water-Scarce Regions
Apr 13, 2026
uploads/blogs/blog_6a15403f33112.jpg
Introduction
Water scarcity is becoming one of the biggest challenges of the 21st century. With groundwater depletion and unpredictable rainfall, industries and communities are looking for innovative solutions. One such breakthrough technology is Atmospheric Water Generation (AWG) — a system that produces clean drinking water directly from air.
💧 What is Atmospheric Water Generation (AWG)?
Atmospheric Water Generation is a technology that extracts moisture from the air and converts it into potable water. Using condensation techniques, AWG systems mimic the natural process of dew formation, ensuring a sustainable and independent water source.
⚙️ How Does AWG Work?
The AWG system works in simple steps:
Air Intake: Ambient air is drawn into the system
Cooling Process: Air is cooled to condense moisture
Water Collection: Condensed water is collected
Filtration & Purification: Multi-stage filtration ensures safe drinking water
Storage: Clean water is stored for use
🚀 Key Benefits of AWG Systems
✔ Water Independence: No dependency on groundwater or pipelines
✔ Eco-Friendly: Reduces water extraction and environmental stress
✔ Portable & Scalable: Suitable for remote areas, industries, and defense
✔ Low Maintenance: Minimal operational complexity
✔ Safe Drinking Water: Advanced purification ensures high-quality output
🏭 Industrial Applications
AWG systems are rapidly gaining popularity across various sectors:
Construction Sites – Reliable water supply in remote locations
Railways & Infrastructure Projects – Continuous drinking water availability
Defense & Border Areas – Critical for isolated regions
Disaster Relief Zones – Immediate water generation during emergencies
Commercial Buildings – Sustainable water solution
🌱 Why AWG is the Future
With increasing climate challenges, AWG offers a decentralized and sustainable solution. Unlike traditional water sources, it is not affected by droughts or contamination. As technology advances, AWG systems are becoming more energy-efficient and cost-effective, making them a viable long-term investment.
🏢 Srishti Polytech’s Vision
At Srishti Polytech, we are committed to delivering innovative water solutions. Our focus on advanced technologies like AWG aligns with our mission to provide sustainable and reliable water systems for industries and communities across India.
📌 Conclusion
Atmospheric Water Generation is not just a technology—it is a step towards water security and sustainability. As industries move towards greener solutions, AWG stands out as a revolutionary approach to meet future water demands.
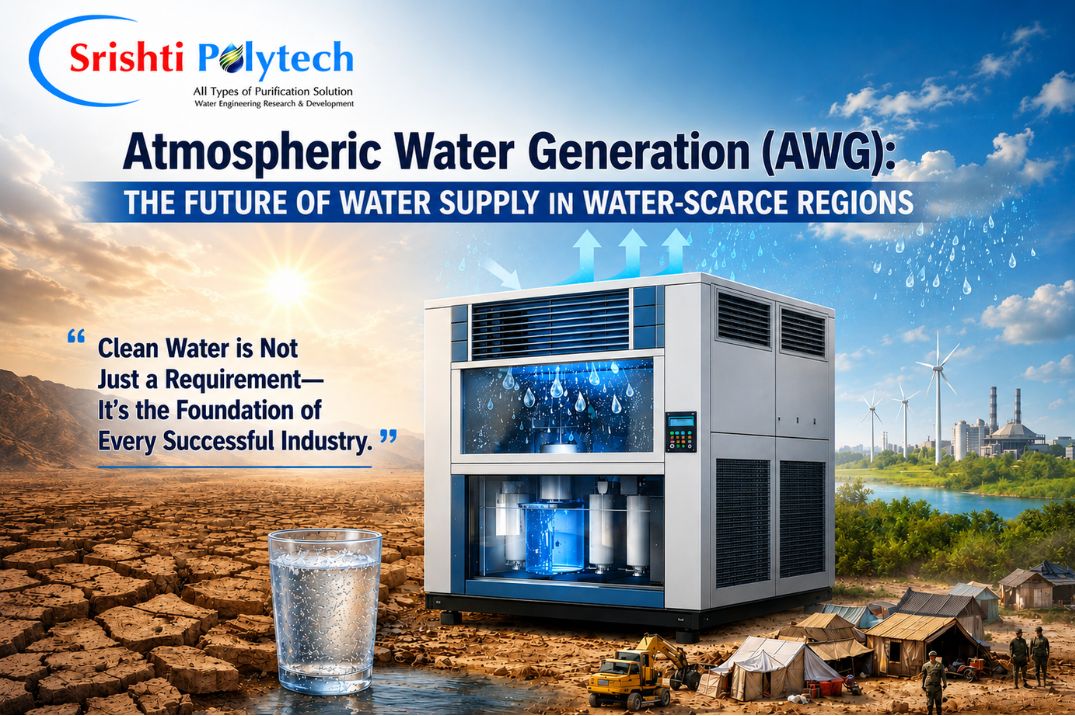
Apr 13, 2026
Atmospheric Water Generation (AWG): The Future of Water Supply in Water-Scarce Regions
Introduction Water scarcity is becoming one of the biggest challenges of the 21st century. With groundwater depletion and unpredictable rainfall,...
💧 The Future of Water Treatment: Smart & Sustainable Solutions
Apr 08, 2026
uploads/blogs/blog_6a1544b502e63.jpg
In today’s rapidly evolving world, access to clean and safe water is becoming increasingly critical. Industries, municipalities, and communities are facing growing challenges related to water scarcity, contamination, and environmental compliance. At Srishti Polytech, we believe the future lies in smart and sustainable water treatment solutions.
🌍 Why Modern Water Treatment Matters
Water is not just a resource—it is the backbone of life and industry. With increasing industrialization and urban expansion, untreated wastewater and inefficient systems can lead to:
Environmental pollution
Health hazards
Regulatory penalties
Resource wastage
Modern water treatment technologies help mitigate these risks while ensuring optimal water usage.
⚙️ Smart Water Treatment Technologies
The next generation of water treatment systems is driven by innovation and automation. Some key advancements include:
1. Automated RO Systems
Reverse Osmosis (RO) plants now come with advanced monitoring systems that ensure:
Consistent water quality
Reduced human intervention
Energy efficiency
2. IoT-Based Monitoring
Real-time monitoring allows operators to:
Track system performance
Detect faults early
Optimize maintenance schedules
3. Energy-Efficient Components
Modern plants use:
Low-energy membranes
Efficient pumps
Smart controls
This reduces operational costs and environmental impact.
♻️ Sustainability in Water Treatment
Sustainability is no longer optional—it’s essential. Today’s systems focus on:
Water Recycling & Reuse
Zero Liquid Discharge (ZLD) solutions
Sludge Management Optimization
Reduced Chemical Usage
At Srishti Polytech, we are committed to designing systems that not only treat water but also preserve it for future generations.
🚀 Our Vision at Srishti Polytech
As an OEM, Srishti Polytech is continuously working on innovative solutions such as:
Atmospheric Water Generation (AWG)
Advanced industrial RO plants
Customized water treatment systems
Our goal is to deliver reliable, cost-effective, and future-ready solutions to our clients across industries.
📌 Conclusion
The future of water treatment lies in combining technology, sustainability, and efficiency. Organizations that invest in modern systems today will not only reduce costs but also contribute to a cleaner and greener planet.
If you're looking for cutting-edge water treatment solutions, Srishti Polytech is your trusted partner.
✅ Stay tuned for more insights and innovations in water treatment!

Apr 08, 2026
💧 The Future of Water Treatment: Smart & Sustainable Solutions
In today’s rapidly evolving world, access to clean and safe water is becoming increasingly critical. Industries, municipalities, and communities are...
💧 The Future of Water Treatment: Smart & Sustainable Solutions
Apr 02, 2026
uploads/blogs/blog_6a15471cdccf6.jpg
Water is one of the most valuable resources on our planet, yet its availability is becoming increasingly uncertain. Industries, municipalities, and even households are facing challenges related to water quality and scarcity. At Srishti Polytech, we believe the future lies in smart, sustainable, and efficient water treatment solutions.
🌍 Why Modern Water Treatment Matters
With rapid industrialization and urban growth, untreated wastewater and contaminated water sources are major concerns. Advanced water treatment systems are no longer optional—they are essential for:
Ensuring safe drinking water
Supporting industrial processes
Protecting the environment
Reducing water wastage
⚙️ Smart Technologies Transforming Water Treatment
Modern systems are now integrating technology to improve efficiency and reduce operational costs:
Automated RO Systems – Real-time monitoring and minimal manual intervention
IoT-Enabled Plants – Remote tracking of performance and maintenance needs
Energy-Efficient Pumps & Motors – Lower power consumption and operational cost
Advanced Filtration Media – Better impurity removal and longer life
These innovations help organizations achieve better performance while maintaining sustainability goals.
♻️ Sustainable Practices for a Better Tomorrow
Sustainability is at the core of modern water solutions. Key practices include:
Recycling and reusing wastewater
Sludge management and safe disposal
Rainwater harvesting integration
Reducing chemical usage in treatment
At Srishti Polytech, we focus on eco-friendly designs that not only treat water but also conserve it.
🚀 Our Commitment
Srishti Polytech is dedicated to delivering reliable, cost-effective, and innovative water treatment solutions. From RO plants to ETP/STP systems, we ensure every project meets high-quality standards and customer requirements.
📌 Conclusion
The future of water treatment is intelligent, efficient, and sustainable. By adopting advanced technologies and responsible practices, industries and communities can secure a cleaner and safer water future.

Apr 02, 2026
💧 The Future of Water Treatment: Smart & Sustainable Solutions
Water is one of the most valuable resources on our planet, yet its availability is becoming increasingly uncertain. Industries, municipalities,...
The Importance of Water Treatment Solutions in Modern Industry
Mar 25, 2026
uploads/blogs/blog_6a154adf916a1.jpg
In today’s rapidly industrializing world, water is one of the most valuable resources. Industries depend heavily on water for production, processing, cooling, and cleaning. However, the increasing demand for water has made efficient water management and treatment more critical than ever. This is where advanced water treatment solutions play a vital role.
Why Water Treatment is Essential
Industrial processes generate wastewater containing harmful chemicals, heavy metals, and contaminants. If discharged untreated, this wastewater can cause severe environmental damage and health hazards. Proper water treatment ensures:
Safe disposal of industrial waste
Compliance with environmental regulations
Conservation of natural water resources
Reuse of treated water for industrial purposes
Types of Water Treatment Systems
At Srishti Polytech, we specialize in providing advanced water treatment solutions tailored to industrial needs:
1. Effluent Treatment Plants (ETP)
ETPs are designed to treat industrial wastewater before it is released into the environment. They remove toxic substances, ensuring compliance with pollution control norms.
2. Sewage Treatment Plants (STP)
STPs handle domestic wastewater from residential and commercial spaces, making it reusable for gardening, flushing, and other non-potable uses.
3. Reverse Osmosis (RO) Systems
RO systems are highly effective in removing dissolved salts, impurities, and contaminants, providing clean and safe water for industrial and drinking purposes.
4. Demineralization (DM) Plants
DM plants remove mineral salts from water, making it suitable for boilers and other industrial applications where high-purity water is required.
Benefits of Advanced Water Treatment
Cost Savings: Reusing treated water reduces dependency on fresh water sources.
Environmental Protection: Minimizes pollution and conserves ecosystems.
Regulatory Compliance: Helps industries meet government norms.
Operational Efficiency: Improves equipment lifespan and performance.
Future of Water Treatment
With growing concerns over water scarcity, technologies like Atmospheric Water Generation (AWG) and smart water management systems are shaping the future. Industries are now focusing on sustainable practices to reduce water footprint and enhance efficiency.
Conclusion
Water treatment is no longer optional—it is a necessity for sustainable industrial growth. Investing in the right treatment solutions not only protects the environment but also improves operational efficiency and long-term profitability.
At Srishti Polytech, we are committed to delivering reliable, efficient, and innovative water treatment solutions to meet the evolving needs of industries.

Mar 25, 2026
The Importance of Water Treatment Solutions in Modern Industry
In today’s rapidly industrializing world, water is one of the most valuable resources. Industries depend heavily on water for production,...
💧 Demineralization (DM): The Backbone of High-Purity Water Systems
Mar 20, 2026
uploads/blogs/blog_6a154e9adfe24.jpg
Water is a critical resource in industrial operations, but not all water is suitable for high-performance applications. Industries such as power plants, pharmaceuticals, and chemical manufacturing require water that is free from dissolved salts and minerals. This is where **Demineralization (DM)** plays a vital role.
---
## 🔍 What is Demineralization?
Demineralization is the process of removing dissolved minerals such as calcium, magnesium, sodium, chlorides, and sulphates from water. The result is highly purified water that ensures efficient and safe industrial operations.
Unlike regular filtration systems, DM technology eliminates both positively and negatively charged ions, producing water of the highest purity.
---
## ⚙️ How Does a DM Plant Work?
A typical DM plant operates on the principle of **Ion Exchange Technology**:
### 1. Cation Exchange Process
In this stage, water passes through a cation resin that replaces all positively charged ions (like calcium and magnesium) with hydrogen ions (H⁺).
### 2. Anion Exchange Process
Next, water flows through an anion resin that removes negatively charged ions (like chlorides and sulphates) and replaces them with hydroxide ions (OH⁻).
### Final Output:
Hydrogen (H⁺) and hydroxide (OH⁻) combine to form pure water (H₂O), free from dissolved salts.
---
## 🔄 Types of Demineralization Systems
* **Two-Bed DM Plant**: Separate cation and anion units; widely used in industries
* **Mixed-Bed DM Plant**: Provides ultra-pure water with superior quality
* **RO + DM System**: Combines Reverse Osmosis with DM for enhanced efficiency and reduced operational cost
---
## 🏭 Applications of DM Water
Demineralized water is essential in:
* Boiler feed systems
* Power generation plants
* Pharmaceutical manufacturing
* Chemical processing industries
* Electronics and semiconductor industries
---
## ⚠️ Why is DM Water Important?
Using untreated or partially treated water can lead to:
* Scaling in boilers and heat exchangers
* Corrosion in pipelines and equipment
* Reduced efficiency and increased maintenance costs
* Poor product quality
DM water helps prevent these issues, ensuring long-term reliability and performance.
---
## 📊 DM Water vs RO Water
| Feature | DM Water | RO Water |
| --------------- | --------------------- | ----------- |
| Purity Level | Very High | Moderate |
| Mineral Content | Nearly Zero | Low |
| Industrial Use | Critical Applications | General Use |
| Cost | Higher | Lower |
---
## 🌱 Conclusion
Demineralization is not just a treatment process—it is a necessity for industries that demand precision, efficiency, and durability. Investing in a well-designed DM plant ensures consistent water quality, protects equipment, and enhances overall productivity.
At **Srishti Polytech**, we specialize in designing and delivering advanced water treatment solutions tailored to your industrial needs.
---
## 📢 Get in Touch
Looking for a customized DM plant for your industry?
Visit: [www.srishtipolytech.com](http://www.srishtipolytech.com)
Contact us today for expert consultation and turnkey solutions.

Mar 20, 2026
💧 Demineralization (DM): The Backbone of High-Purity Water Systems
Water is a critical resource in industrial operations, but not all water is suitable for high-performance applications. Industries such as...
What is Sludge Management and Why It Matters in Wastewater Treatment
Mar 19, 2026
uploads/blogs/blog_6a1550fd05000.jpg
Wastewater treatment is not just about cleaning water—it also involves handling the by-products generated during the process. One of the most critical by-products is **sludge**. Proper sludge management is essential for ensuring efficient plant operation, environmental safety, and regulatory compliance.
## What is Sludge?
Sludge is the semi-solid material that is produced during the treatment of wastewater in systems like Effluent Treatment Plants (ETP) and Sewage Treatment Plants (STP). It contains organic matter, microorganisms, chemicals, and suspended solids removed from the water.
If not managed properly, sludge can become a major environmental and operational problem.
## What is Sludge Management?
Sludge management refers to the complete process of handling sludge—from its generation to its final disposal or reuse. It includes several steps:
### 1. Sludge Thickening
This process reduces the water content in sludge, making it more concentrated and easier to handle.
### 2. Sludge Dewatering
Using equipment like filter presses, centrifuges, or drying beds, excess water is removed to reduce volume and weight.
### 3. Sludge Stabilization
Biological or chemical processes are used to reduce odor, pathogens, and organic content.
### 4. Sludge Disposal or Reuse
Treated sludge can be:
* Safely disposed of in landfills
* Used as fertilizer (if non-toxic)
* Incinerated for energy recovery
## Why Sludge Management Matters
### ✔️ Environmental Protection
Improper sludge disposal can contaminate soil, groundwater, and nearby water bodies.
### ✔️ Regulatory Compliance
Pollution Control Boards in India have strict norms regarding sludge disposal. Non-compliance can lead to penalties or shutdowns.
### ✔️ Cost Efficiency
Efficient sludge handling reduces transportation and disposal costs.
### ✔️ Improved Plant Performance
Proper sludge removal ensures smooth operation of ETP/STP systems and prevents system clogging or inefficiency.
### ✔️ Resource Recovery
With advanced technologies, sludge can be converted into useful products like biogas or organic manure.
## Challenges in Sludge Management
* High moisture content
* Odor issues
* Handling and transportation costs
* Disposal restrictions
* Need for specialized equipment
## How Srishti Polytech Can Help
At **Srishti Polytech**, we provide complete wastewater treatment solutions, including efficient sludge management systems. Our designs focus on:
* Advanced dewatering technologies
* Compact and cost-effective solutions
* Compliance with environmental standards
* Easy operation and low maintenance
We ensure that your treatment plant operates efficiently while minimizing environmental impact.
## Conclusion
Sludge management is a crucial part of wastewater treatment that should never be overlooked. Proper handling not only protects the environment but also improves operational efficiency and reduces costs.
Investing in the right sludge management system is a smart step toward sustainable and responsible industrial operations.
---
*For customized sludge management solutions, contact Srishti Polytech today:*
🌐 [www.srishtipolytech.in](http://www.srishtipolytech.in)

Mar 19, 2026
What is Sludge Management and Why It Matters in Wastewater Treatment
Wastewater treatment is not just about cleaning water—it also involves handling the by-products generated during the process. One of the...
How to Select the Right Capacity of an Effluent Treatment Plant (ETP)
Mar 16, 2026
uploads/blogs/blog_6a1555145e725.jpg
Selecting the correct capacity of an Effluent Treatment Plant (ETP) is one of the most important decisions for any industry. If the capacity is too small, the plant may fail to treat wastewater effectively. If it is too large, it increases unnecessary investment and operating costs.
Proper capacity selection ensures efficient wastewater treatment, regulatory compliance, and long-term operational reliability.
1. Calculate Total Wastewater Generation
The first step is to determine how much wastewater your industry produces daily.
Capacity of an ETP is generally measured in KLD (Kiloliters per Day).
Formula:
Daily Wastewater = Total Water Consumption − Water Used in Products
Example:
Total water used = 120 KLD
Water used in production = 40 KLD
Wastewater generated = 80 KLD
In this case, the ETP should be designed for 80–100 KLD capacity to handle peak loads.
2. Identify Industry Type
Different industries produce different types and quantities of effluent.
Examples:
Textile Industry – High chemical and dye content
Pharmaceutical Industry – High organic load
Food Processing Industry – High biodegradable waste
Chemical Industry – Toxic pollutants
Each industry requires different treatment processes and plant capacity design.
3. Consider Peak Flow Conditions
Industrial wastewater generation is not always constant.
During peak production hours, wastewater flow can increase significantly.
Therefore, engineers usually design the ETP with 20–30% extra capacity to handle sudden increases.
Example:
If wastewater generation = 100 KLD
Recommended ETP capacity = 120–130 KLD
4. Check Pollution Load (BOD, COD, TSS)
Apart from quantity, wastewater quality also affects capacity selection.
Important parameters include:
BOD (Biochemical Oxygen Demand)
COD (Chemical Oxygen Demand)
TSS (Total Suspended Solids)
pH level
Oil and grease content
Higher pollution loads require larger treatment systems and additional treatment stages.
5. Future Expansion of Industry
Industries often expand production after a few years. Installing a slightly larger capacity ETP prevents costly upgrades later.
Experts usually recommend designing the plant for 25–40% future expansion.
6. Government Discharge Standards
Industries must follow environmental regulations before releasing treated water.
The ETP must be designed to meet discharge standards set by pollution control authorities for:
BOD levels
COD levels
Suspended solids
Toxic substances
Proper design ensures compliance and avoids legal penalties.
7. Consult an Experienced ETP Manufacturer
Selecting the right capacity requires technical expertise. A professional manufacturer can analyze:
wastewater characteristics
industry type
required treatment technology
regulatory standards
to design the most efficient ETP system.
Conclusion
Choosing the right capacity of an Effluent Treatment Plant is essential for efficient wastewater management. By analyzing wastewater generation, pollution load, peak flow, and future expansion plans, industries can ensure reliable and cost-effective treatment.
Working with an experienced wastewater treatment company helps design customized ETP systems that meet both operational and environmental requirements.
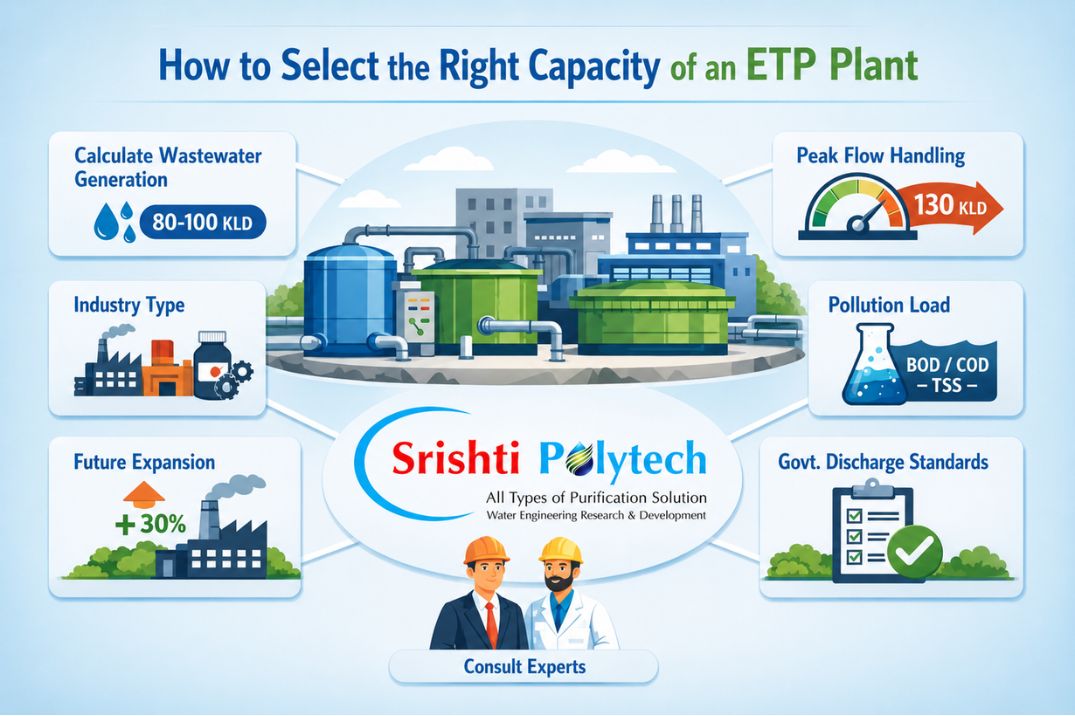
Mar 16, 2026
How to Select the Right Capacity of an Effluent Treatment Plant (ETP)
Selecting the correct capacity of an Effluent Treatment Plant (ETP) is one of the most important decisions for any industry....
Top 5 Industries That Need Effluent Treatment Plants
Mar 13, 2026
uploads/blogs/blog_6a155685aa66c.jpg
Introduction
Industrial activities generate large amounts of wastewater containing chemicals, oils, heavy metals, and suspended solids. If this wastewater is discharged without proper treatment, it can severely damage the environment and violate pollution control regulations.
An Effluent Treatment Plant (ETP) is designed to treat industrial wastewater and remove harmful contaminants before discharge or reuse. Many industries rely on ETP systems to ensure environmental compliance and sustainable operations.
At Srishti Polytech, we design and supply efficient wastewater treatment systems for different industrial sectors.
1. Textile Industry
The textile industry is one of the largest consumers of water. Processes such as dyeing, bleaching, and washing produce wastewater containing dyes, chemicals, and toxic compounds.
Why ETP is needed:
Removes dyes and color pollutants
Treats chemical contaminants
Prevents water pollution
Without an ETP, textile wastewater can heavily contaminate nearby water bodies.
2. Pharmaceutical Industry
Pharmaceutical manufacturing generates wastewater containing complex organic compounds, solvents, and active pharmaceutical ingredients.
Importance of ETP:
Removes hazardous chemicals
Ensures regulatory compliance
Protects groundwater quality
ETP systems help pharmaceutical plants manage wastewater safely and responsibly.
3. Food and Beverage Industry
Food processing industries generate wastewater rich in organic matter, oils, fats, and suspended solids.
Role of ETP:
Reduces biological oxygen demand (BOD)
Removes grease and organic waste
Makes water suitable for safe disposal or reuse
Proper treatment helps maintain hygiene and environmental standards.
4. Chemical Manufacturing Industry
Chemical plants produce wastewater containing acids, alkalis, toxic substances, and heavy metals.
Benefits of ETP:
Neutralizes hazardous chemicals
Removes toxic pollutants
Ensures safe discharge
ETP systems are essential for chemical industries to prevent environmental damage.
5. Paper and Pulp Industry
Paper manufacturing requires large volumes of water and produces wastewater containing lignin, bleaching chemicals, and suspended solids.
Why ETP is essential:
Reduces suspended solids
Removes bleaching chemicals
Minimizes environmental impact
Effluent treatment ensures that wastewater from paper mills meets environmental standards.
Conclusion
Effluent Treatment Plants are critical for industries that generate large volumes of wastewater. They help remove harmful pollutants, protect natural water resources, and ensure compliance with environmental regulations.
Industries looking for reliable wastewater treatment solutions can rely on Srishti Polytech for advanced and customized ETP, STP, and RO plant systems designed for efficient performance and long-term sustainability.

Mar 13, 2026
Top 5 Industries That Need Effluent Treatment Plants
Introduction Industrial activities generate large amounts of wastewater containing chemicals, oils, heavy metals, and suspended solids. If this wastewater is...
How to Choose the Right Industrial RO Plant for Your Industry in 2026
Mar 11, 2026
uploads/blogs/blog_69b1216174dc7.jpg
Water is one of the most important resources for industries such as manufacturing, pharmaceuticals, food processing, hospitals, and hospitality. However, untreated water often contains dissolved salts, heavy metals, chemicals, and harmful contaminants that can damage equipment and affect product quality.
An Industrial RO Plant is one of the most effective water purification systems used by industries to remove impurities and produce high-quality purified water. Reverse Osmosis (RO) technology can remove up to 99% of dissolved solids, bacteria, and other contaminants from water.
If you are planning to install an RO plant for your factory, commercial building, or institution, choosing the right system is essential. In this guide, we will explain how to select the best Industrial RO Plant for your industry in 2026.
What is an Industrial RO Plant?
An Industrial Reverse Osmosis (RO) Plant is a water treatment system designed to remove dissolved salts, chemicals, and impurities from water using a semi-permeable membrane.
In this process, high pressure forces water through the RO membrane, which allows only pure water molecules to pass while blocking contaminants such as:
Dissolved salts
Heavy metals
Bacteria and viruses
Chemicals
Total Dissolved Solids (TDS)
The result is high-quality purified water suitable for industrial processes and commercial applications.
Industries That Require Industrial RO Plants
Industrial RO Plants are widely used across multiple sectors that require clean and safe water.
Manufacturing Industries
Factories require purified water for cooling systems, boilers, and production processes. RO plants help maintain equipment efficiency and reduce scaling.
Hospitals and Healthcare Facilities
Hospitals require high-quality water for laboratories, sterilization processes, and medical equipment.
Food and Beverage Industry
Clean water is essential in food production to maintain hygiene and meet quality standards.
Pharmaceutical Industry
Pharmaceutical companies require highly purified water for drug production and laboratory processes.
Hotels and Hospitality
Hotels use RO systems to provide safe drinking water and improve water quality for kitchens and guest facilities.
How to Choose the Right Capacity of an Industrial RO Plant
One of the most important factors when selecting an RO system is determining the correct capacity based on your water consumption.
Common industrial RO capacities include:
250 LPH RO Plant – Suitable for small businesses and restaurants
500 LPH RO Plant – Ideal for small factories and institutions
1000 LPH RO Plant – Suitable for hospitals, hotels, and medium industries
2000–5000 LPH RO Plant – Used in large manufacturing plants
10,000+ LPH RO Plant – Designed for large industrial operations
Before installing a system, it is important to analyze:
Daily water consumption
Raw water quality
Required output water quality
A professional water treatment company can help conduct a water analysis to determine the right plant capacity.
Key Components of an Industrial RO Plant
A typical industrial RO system consists of several important components that work together to purify water.
Pre-Treatment System
Pre-treatment filters remove suspended particles, chlorine, and sediments before water enters the RO membrane.
RO Membrane
The RO membrane is the heart of the system. It removes dissolved salts, bacteria, and harmful chemicals from water.
High Pressure Pump
The pump provides the pressure required to push water through the membrane.
Control Panel
The control panel manages the entire system operation including pressure, flow rate, and automatic shutoff.
Storage Tank
Purified water is stored in a tank for further industrial use.
Benefits of Installing an Industrial RO Plant
Installing an industrial RO plant provides several advantages for industries and commercial facilities.
High Purification Efficiency
RO technology can remove up to 99% of impurities and dissolved solids from water.
Improved Product Quality
Purified water improves product consistency in industries such as food processing and pharmaceuticals.
Reduced Maintenance Cost
Using purified water prevents scaling and corrosion in industrial equipment, reducing maintenance costs.
Environmentally Friendly
RO systems help recycle and reuse water, supporting sustainable water management.
Reliable Water Supply
Industries can maintain a consistent supply of purified water regardless of the raw water source.
Factors to Consider Before Buying an Industrial RO Plant
Before selecting an RO plant, consider the following factors:
Water Quality Analysis
Testing the raw water source helps determine the required treatment process.
Plant Capacity
Choose a plant that meets your current needs and allows future expansion.
Energy Consumption
Energy-efficient RO systems can significantly reduce operational costs.
Maintenance Requirements
Regular maintenance and membrane replacement are essential for long-term performance.
Manufacturer Experience
Choosing a reliable and experienced manufacturer ensures quality equipment and long-term support.
Why Choose a Reliable OEM Manufacturer
Working with an OEM (Original Equipment Manufacturer) provides several advantages.
Customized RO plant design
High-quality components
Professional installation
Reliable after-sales service
Long-term technical support
An experienced water treatment company can design and install a system tailored to your industry’s needs.
Industrial RO Plant Installation by Srishti Polytech
Srishti Polytech specializes in manufacturing and supplying high-quality water treatment solutions including:
Industrial RO Plants
Sewage Treatment Plants (STP)
Effluent Treatment Plants (ETP)
Water Softener Systems
Our systems are designed for industries, hospitals, commercial buildings, and government projects. We focus on efficient design, reliable performance, and long-term durability.
Conclusion
Clean and purified water is essential for industrial productivity, equipment safety, and product quality. Installing the right Industrial RO Plant ensures efficient water treatment while reducing operational costs and environmental impact.
Before selecting a system, always analyze your water quality, consumption requirements, and long-term operational needs.
If you are planning to install an Industrial RO Plant for your industry, choosing a reliable manufacturer and supplier is the key to achieving long-term performance and efficiency.

Mar 11, 2026
How to Choose the Right Industrial RO Plant for Your Industry in 2026
Water is one of the most important resources for industries such as manufacturing, pharmaceuticals, food processing, hospitals, and hospitality. However,...
How Reverse Osmosis (RO) Technology Works in Industrial Water Treatment
Mar 09, 2026
uploads/blogs/blog_6a156af2a2501.jpg
Water purification has become essential for industries, commercial facilities, and municipalities. With increasing concerns about water quality and environmental regulations, Reverse Osmosis (RO) technology has become one of the most reliable solutions for water treatment.
Srishti Polytech provides advanced industrial RO systems designed to remove impurities, reduce Total Dissolved Solids (TDS), and deliver high-quality purified water for multiple industrial applications.
What is Reverse Osmosis?
Reverse Osmosis (RO) is an advanced water purification process that removes dissolved salts, chemicals, heavy metals, bacteria, and other impurities from water.
The technology uses a semi-permeable membrane that allows only pure water molecules to pass through while blocking contaminants.
This process helps produce clean, safe, and high-quality water suitable for industrial and commercial use.
Principle Behind Reverse Osmosis
The working principle of RO is based on pressure-driven filtration.
Normally, water flows naturally from a low concentration solution to a high concentration solution through a membrane. This natural process is known as osmosis.
In Reverse Osmosis, external pressure is applied to reverse this natural flow. The pressure forces water through the membrane, leaving salts and impurities behind.
Main Components of an RO Plant
An industrial RO plant typically includes the following components:
1. Pre-Treatment System
Before entering the RO membrane, water passes through filters such as sand filters and activated carbon filters to remove sediments, chlorine, and suspended particles.
2. High-Pressure Pump
A high-pressure pump forces the water through the RO membrane to separate pure water from dissolved salts and contaminants.
3. RO Membrane
The RO membrane is the core component of the system. It blocks impurities and allows purified water to pass through.
4. Post-Treatment System
Additional filtration or UV disinfection may be used after the RO process to further improve water quality.
5. Reject Water Outlet
The contaminants removed by the membrane are discharged as reject water.
Step-by-Step RO Process
Raw water enters the pre-treatment system.
Filters remove suspended particles and impurities.
A high-pressure pump pushes water through the RO membrane.
The membrane separates purified water from dissolved contaminants.
Clean water is collected in a storage tank.
Rejected impurities are discharged as wastewater.
Advantages of Reverse Osmosis Systems
RO technology offers several important benefits:
Removes up to 99% of dissolved salts and contaminants
Produces high-quality purified water
Reduces harmful chemicals and heavy metals
Improves taste, odor, and safety of water
Suitable for industrial and commercial applications
Industrial Applications of RO Plants
RO plants are widely used in many industries, including:
Pharmaceutical industries
Food and beverage manufacturing
Power plants
Chemical processing units
Hospitals and laboratories
These industries require purified water to maintain product quality and operational efficiency.
Why Choose Srishti Polytech for RO Plants?
Srishti Polytech specializes in designing and manufacturing high-performance water treatment solutions including:
Industrial RO Plants
Effluent Treatment Plants (ETP)
Sewage Treatment Plants (STP)
Water Recycling Systems
With advanced engineering and reliable components, the company delivers customized solutions that meet industrial water treatment requirements.
Conclusion
Reverse Osmosis technology plays a crucial role in modern water purification systems. By effectively removing dissolved impurities and contaminants, RO plants help industries maintain water quality, reduce operational costs, and support sustainable water management.
With advanced systems from Srishti Polytech, businesses can ensure reliable and efficient water treatment solutions for long-term use.

Mar 09, 2026
How Reverse Osmosis (RO) Technology Works in Industrial Water Treatment
Water purification has become essential for industries, commercial facilities, and municipalities. With increasing concerns about water quality and environmental regulations,...
RO Plant Maintenance: How to Increase Membrane Life
Mar 07, 2026
uploads/blogs/blog_69aba9926c747.jpg
For industries, hospitals, schools, and commercial buildings, an RO (Reverse Osmosis) plant is essential for providing safe and purified water. However, many users face one common problem — RO membrane failure or reduced performance. Proper maintenance can significantly extend the life of the membrane and keep the plant running efficiently.
Companies like Srishti Polytech recommend regular maintenance practices to ensure long-term performance of industrial RO systems.
1️⃣ Regular Pre-Filter Replacement
RO membranes are very sensitive to dirt and particles. Pre-filters protect the membrane by removing suspended solids.
Maintenance tips:
Replace sediment filters every 1–3 months
Check pressure drop across filters
Avoid running the plant with clogged filters
This prevents membrane fouling, one of the biggest reasons for membrane damage.
2️⃣ Maintain Proper Feed Water Quality
Feed water quality directly affects membrane life.
Important parameters to monitor:
TDS (Total Dissolved Solids)
pH level
Hardness
Iron content
If these parameters exceed safe limits, the membrane may scale or clog quickly.
3️⃣ Use Anti-Scalant Chemicals
Hard water minerals like calcium and magnesium cause scaling on RO membranes.
Solution:
Dose anti-scalant chemicals
Maintain proper chemical dosing levels
Monitor scaling index regularly
This prevents mineral deposits on the membrane surface.
4️⃣ Regular Membrane Cleaning (CIP)
Over time, membranes accumulate:
Dirt
Biological growth
Mineral deposits
Perform CIP (Clean-in-Place) cleaning every 3–6 months depending on water quality.
Cleaning helps:
Restore water flow
Improve rejection rate
Extend membrane life
5️⃣ Monitor Operating Pressure
Incorrect pressure can damage membranes.
Common problems:
High pressure → membrane damage
Low pressure → poor filtration
Operators should monitor:
Feed pressure
Reject pressure
Permeate flow rate
6️⃣ Prevent Biological Growth
Bacteria and algae growth inside the RO system can clog membranes.
Prevention methods:
Periodic chlorination
Proper disinfection
Maintain clean storage tanks
7️⃣ Maintain Proper Recovery Rate
Running the plant at too high recovery increases scaling risk.
Recommended recovery levels:
Industrial RO plants: 50–75%
Depends on feed water quality
Balanced recovery improves membrane life and efficiency.
8️⃣ Regular System Inspection
Routine inspection helps detect problems early.
Check:
Pump performance
Leakage
Pressure gauges
Flow meters
Professional servicing by experienced manufacturers such as Srishti Polytech ensures optimal plant performance.
Signs Your RO Membrane Needs Maintenance
Watch for these warning signs:
Reduced water production
Increase in TDS in output water
High pressure drop in the system
Frequent filter clogging
Ignoring these issues may lead to membrane replacement, which is costly.
Conclusion
RO membranes are the heart of any RO plant. With proper maintenance, a membrane can last 2–3 years or even longer. Regular filter replacement, chemical dosing, and periodic cleaning are essential for maintaining efficiency and reducing operational costs.
If you are planning to install or maintain an industrial RO system, consulting experts like Srishti Polytech can help ensure reliable performance and long-term savings.
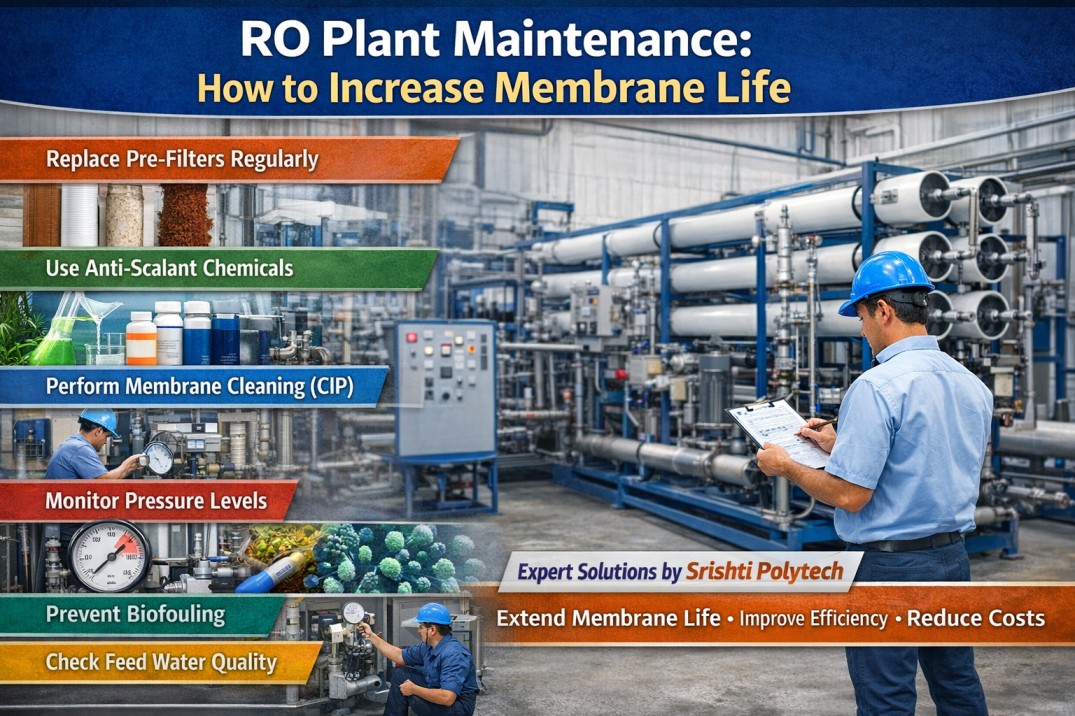
Mar 07, 2026
RO Plant Maintenance: How to Increase Membrane Life
For industries, hospitals, schools, and commercial buildings, an RO (Reverse Osmosis) plant is essential for providing safe and purified water....
🌊 Future of Water Technology in India – 2026 & Beyond
Mar 02, 2026
uploads/blogs/blog_69a52765a4652.jpg
India is entering a critical phase in water management. With rapid industrialization, urban expansion, and climate change pressures, the demand for advanced water treatment solutions is rising sharply. From smart RO systems to Zero Liquid Discharge plants, water technology is evolving faster than ever.
Let’s explore what 2026 and beyond looks like for India’s water sector.
1️⃣ Smart & Automated Water Treatment Systems
Traditional water plants are being replaced with:
IoT-enabled monitoring systems
Real-time TDS and flow tracking
Automated chemical dosing
Remote fault detection
Industries are adopting automation to reduce downtime and improve operational efficiency. Smart RO plants with PLC control panels will become the industry standard.
2️⃣ Zero Liquid Discharge (ZLD) Becoming Mandatory
Environmental regulations are becoming stricter under the guidelines of the Central Pollution Control Board.
Industries like:
Textile
Pharmaceuticals
Chemicals
Mining
are increasingly required to implement ZLD systems.
By 2026, ZLD will not just be an option — it will be a compliance necessity.
3️⃣ Rise of Atmospheric Water Generation (AWG)
Water scarcity in many Indian states is pushing innovation toward Atmospheric Water Generators.
AWG technology:
Extracts water from air humidity
Works in remote & drought-prone areas
Useful for defense, mining & rural applications
With climate change impacting groundwater levels, AWG is expected to grow rapidly.
4️⃣ Industrial Water Recycling & Reuse
Industries are shifting focus from water disposal to water recovery.
Future trends include:
Advanced membrane filtration
MBR (Membrane Bio-Reactor) systems
High-recovery RO systems
Treated water reuse in cooling towers & boilers
This reduces:
Freshwater dependency
Operating costs
Environmental impact
5️⃣ Integration with National Water Missions
Government initiatives like the National Water Mission aim to improve water use efficiency by 20%.
This will accelerate:
Installation of STPs & ETPs
Smart metering systems
Municipal wastewater reuse projects
6️⃣ Sustainable & Energy-Efficient RO Technology
The next generation of RO plants will focus on:
Low energy membranes
Solar-powered water treatment systems
Energy recovery devices
Reduced chemical consumption
Energy-efficient plants will become a competitive advantage for OEM manufacturers.
7️⃣ Data-Driven Water Management
AI & Data Analytics will help industries:
Predict membrane fouling
Monitor plant performance
Optimize chemical dosing
Reduce maintenance cost
Predictive maintenance will replace reactive servicing.
🚀 What This Means for Industries in 2026 & Beyond
Industries that adopt advanced water technology early will benefit from:
✔ Regulatory compliance
✔ Reduced operational cost
✔ Improved sustainability profile
✔ Better tender eligibility
✔ Stronger brand reputation
💧 Role of OEM Manufacturers Like Srishti Polytech
As an OEM, Srishti Polytech can lead this transformation by offering:
Custom-built RO & ETP solutions
Automation-ready systems
ZLD-ready plant design
Future-focused innovation like AWG
The future of water technology in India is not just about treatment — it is about intelligent, sustainable, and circular water management.

Mar 02, 2026
🌊 Future of Water Technology in India – 2026 & Beyond
India is entering a critical phase in water management. With rapid industrialization, urban expansion, and climate change pressures, the demand...
True Cost of Ignoring Wastewater Treatment
Feb 24, 2026
uploads/blogs/blog_699d290f39e71.jpg
In many industries, wastewater treatment is often viewed as a regulatory obligation rather than a strategic investment. As a result, businesses delay installing an Effluent Treatment Plant (ETP) or operate inefficient systems — until serious consequences arise.
What appears to be a cost-saving decision can silently drain profits, damage assets, and threaten business continuity.
Let’s uncover the real financial and operational costs of ignoring wastewater treatment.
🚨 1️⃣ Regulatory Penalties & Legal Risks
Non-compliance with discharge norms set by authorities such as the Central Pollution Control Board (CPCB) and State Pollution Control Boards (SPCB) can lead to:
✔ Heavy fines
✔ Legal notices
✔ Plant shutdown orders
✔ Cancellation of licenses
✔ Criminal liability in severe cases
A single violation can cost far more than installing a compliant treatment system.
💸 2️⃣ Hidden Financial Losses
Untreated or poorly treated wastewater leads to:
• Damage to pipelines & equipment
• Corrosion of machinery
• Frequent maintenance expenses
• Production interruptions
• Increased chemical consumption
These recurring losses accumulate quickly and often go unnoticed in monthly accounts.
🏭 3️⃣ Equipment Damage & Reduced Asset Life
Wastewater containing chemicals, oils, heavy metals, or high TDS can:
❌ Corrode heat exchangers
❌ Damage cooling towers
❌ Reduce boiler efficiency
❌ Block membranes & filters
Replacing industrial equipment is exponentially more expensive than preventing damage.
⛔ 4️⃣ Operational Downtime
Regulatory intervention or system failure may cause:
⚠ Sudden production stoppage
⚠ Contractual penalties
⚠ Supply chain disruption
⚠ Revenue loss
Downtime is one of the most expensive risks industries underestimate.
🌍 5️⃣ Environmental & Reputation Damage
Environmental violations can lead to:
• Negative publicity
• Loss of client trust
• Disqualification from tenders
• Investor concerns
Today, sustainability directly impacts brand credibility.
📉 6️⃣ Missed Opportunities for Water Reuse
Without proper treatment, industries lose the ability to:
✔ Recycle water
✔ Implement Zero Liquid Discharge (ZLD)
✔ Reduce freshwater dependency
✔ Cut water procurement costs
Treated water is a reusable resource — untreated water is a liability.
✅ Wastewater Treatment is Not an Expense — It’s Protection
A well-designed Effluent Treatment Plant (ETP):
✔ Ensures regulatory compliance
✔ Protects equipment
✔ Reduces long-term operating costs
✔ Enables water reuse
✔ Safeguards business continuity
🏆 How Srishti Polytech Helps
As an OEM specializing in water & wastewater solutions, Srishti Polytech provides:
✔ Custom-designed ETP systems
✔ ZLD solutions
✔ Industrial RO plants
✔ Turnkey installation
✔ AMC & support
We focus on compliance, efficiency, and ROI — not just installation.
📞 Need Expert Guidance?
If your industry generates wastewater, delaying treatment could be costing you more than you realize.
👉 Contact Srishti Polytech today for a consultation.

Feb 24, 2026
True Cost of Ignoring Wastewater Treatment
In many industries, wastewater treatment is often viewed as a regulatory obligation rather than a strategic investment. As a result,...
Hidden Costs of Ignoring Wastewater Treatment
Feb 20, 2026
uploads/blogs/blog_6997f53832848.jpg
5 Hidden Costs of Ignoring Wastewater Treatment
Many industries still view wastewater treatment as a regulatory obligation rather than a strategic investment. However, delaying or neglecting proper treatment can silently increase operational costs, damage infrastructure, and even disrupt business continuity.
Let’s explore the five hidden costs businesses often underestimate.
1️⃣ Regulatory Penalties & Legal Risks
Failure to comply with effluent discharge norms can result in:
Heavy environmental fines
Plant shutdown notices
Legal proceedings
Suspension or cancellation of licenses
Regulatory bodies like the Central Pollution Control Board (CPCB) and State Pollution Control Boards actively monitor industrial discharge quality.
👉 Hidden Cost: Penalties and production losses frequently exceed the cost of installing an Effluent Treatment Plant (ETP) or Sewage Treatment Plant (STP).
2️⃣ Equipment Damage & Corrosion
Untreated wastewater may contain:
High TDS
Aggressive chemicals
Oils & grease
Acids / alkalis
These contaminants accelerate:
Pipeline corrosion
Pump & valve failures
Heat exchanger damage
Boiler scaling
👉 Hidden Cost: Increased maintenance, unexpected breakdowns, and expensive replacements.
3️⃣ Rising Operational Expenses
Ignoring wastewater treatment often leads to:
Excess freshwater consumption
Higher chemical dosing
Downtime due to scaling & fouling
Energy inefficiencies
👉 Hidden Cost: Inflated utility bills and water wastage.
4️⃣ Loss of Business Opportunities
Today’s clients, audits, and government tenders increasingly demand:
Environmental compliance
Sustainability reporting
Proper effluent management
Without adequate treatment systems, companies risk:
Rejected bids
Lost contracts
Reduced brand credibility
👉 Hidden Cost: Revenue loss that never appears directly on financial statements.
5️⃣ Environmental & Reputation Damage
Poor wastewater management contributes to:
Soil contamination
Groundwater pollution
Community complaints
Negative publicity
👉 Hidden Cost: Long-term reputation damage and erosion of stakeholder trust.
🚨 Cost vs Consequence
Ignoring Treatment Installing Treatment
Fines & shutdown risk Regulatory compliance
Equipment failures Extended asset life
High water bills Water reuse savings
Reputation damage Strong ESG profile
✅ Smart Industries Treat Wastewater as an Asset
With systems such as:
✔ Effluent Treatment Plants (ETP)
✔ Sewage Treatment Plants (STP)
✔ Zero Liquid Discharge (ZLD)
✔ Water Recycling Units
Industries can:
Reuse treated water
Reduce operating costs
Maintain regulatory compliance
Strengthen sustainability metrics
💡 Final Takeaway
Wastewater treatment is not an expense — it is a risk mitigation and cost optimization strategy.
Delaying investment often results in compounding hidden losses that impact profitability, compliance, and brand reputation.

Feb 20, 2026
Hidden Costs of Ignoring Wastewater Treatment
5 Hidden Costs of Ignoring Wastewater Treatment Many industries still view wastewater treatment as a regulatory obligation rather than a...
Effluent Treatment Plant (ETP) & Pollution Norms
Feb 18, 2026
uploads/blogs/blog_699594d4f255e.jpg
Industrial growth brings responsibility. Industries generating wastewater must comply with environmental regulations established by the Central Pollution Control Board (CPCB) and respective State Pollution Control Board (SPCB) authorities. Non-compliance can result in heavy penalties, plant shutdowns, and reputational damage.
An Effluent Treatment Plant (ETP) plays a crucial role in helping industries treat contaminated water before discharge or reuse, ensuring adherence to pollution control norms.
What is an Effluent Treatment Plant (ETP)?
An Effluent Treatment Plant (ETP) is a system designed to treat industrial wastewater by removing:
Suspended solids
Oils & grease
Toxic chemicals
Heavy metals
Organic & inorganic pollutants
The treated water can then be safely discharged or reused for non-potable applications.
Why Pollution Control Norms Matter
Environmental authorities mandate wastewater quality limits for parameters such as:
pH level
BOD (Biochemical Oxygen Demand)
COD (Chemical Oxygen Demand)
TSS (Total Suspended Solids)
Oil & Grease
Heavy metals
Failing to meet these standards can lead to:
❌ Legal notices
❌ Financial penalties
❌ Production stoppage
❌ Environmental harm
How an ETP Ensures Compliance
1️⃣ Removal of Harmful Contaminants
ETPs eliminate pollutants through multi-stage treatment:
Primary treatment (settling & separation)
Secondary treatment (biological processes)
Tertiary treatment (advanced filtration/disinfection)
This ensures discharge water meets CPCB/SPCB limits.
2️⃣ Control of BOD & COD Levels
Biological treatment units reduce organic load, controlling BOD/COD, which are critical compliance indicators.
3️⃣ Neutralization of pH
Chemical dosing systems adjust acidic or alkaline wastewater to permissible pH ranges.
4️⃣ Heavy Metal & Toxic Chemical Reduction
Specialized treatment processes remove hazardous substances commonly found in:
Electroplating industries
Chemical plants
Pharmaceutical manufacturing
5️⃣ Safe Water Discharge or Reuse
Treated water can be:
✔ Discharged safely
✔ Recycled for cooling/process use
✔ Used for gardening/flushing
Industries That Require ETPs
Effluent Treatment Plants are essential for:
Textile industries
Pharmaceuticals
Food processing
Electroplating units
Chemical manufacturing
Paper & pulp mills
Benefits Beyond Compliance
✅ Avoid Regulatory Penalties
Proper treatment prevents fines and legal complications.
✅ Environmental Protection
Reduces soil & groundwater contamination.
✅ Water Recycling & Cost Savings
Reusing treated water reduces freshwater consumption.
✅ Improved Brand Image
Demonstrates environmental responsibility.
Choosing the Right ETP Solution
When selecting an ETP, consider:
✔ Industry-specific wastewater characteristics
✔ Required discharge standards
✔ Plant capacity (KLD/MLD)
✔ Automation level
✔ Maintenance & AMC support
Why Work with Srishti Polytech
Srishti Polytech provides:
Custom-designed Effluent Treatment Plants
Turnkey installation
Pollution compliance-ready systems
AMC & technical support
Solutions across Dhanbad & Jharkhand
Conclusion
An Effluent Treatment Plant (ETP) is not just a regulatory requirement—it is an operational safeguard. It ensures environmental compliance, reduces risks, and promotes sustainable industrial practices.

Feb 18, 2026
Effluent Treatment Plant (ETP) & Pollution Norms
Industrial growth brings responsibility. Industries generating wastewater must comply with environmental regulations established by the Central Pollution Control Board (CPCB)...
How an Iron Removal Plant Improves Borewell Water Quality
Feb 17, 2026
uploads/blogs/blog_6993f79b2823d.jpg
Borewell water is a primary water source for homes, apartments, and industries across India. While it is often abundant, it commonly contains excess iron, leading to unpleasant taste, staining, and long-term plumbing damage. Installing an Iron Removal Plant (IRP) is one of the most effective ways to restore water quality and make borewell water safe and usable.
### Why Iron in Borewell Water is a Problem
High iron concentration in groundwater can cause:
Reddish-brown stains on sinks, tiles, and clothes
Metallic taste & odor
Clogging of pipes & fixtures
Damage to RO membranes & appliances
Bacterial growth (iron bacteria)
Even when not harmful to health at low levels, iron severely affects water usability and aesthetics.
### What is an Iron Removal Plant (IRP)?
An Iron Removal Plant is a specialized water treatment system designed to remove:
✔ Dissolved iron (ferrous iron)
✔ Suspended iron particles
✔ Manganese (often present with iron)
✔ Turbidity & color issues
It transforms discolored, metallic-tasting water into clear, odor-free water.
### How an Iron Removal Plant Works
Most IRP systems operate in three stages:
1️⃣ Oxidation
Dissolved iron (invisible) is converted into solid particles using:
Aeration
Chemical dosing
Catalytic media
2️⃣ Filtration
Oxidized iron particles are trapped using:
Manganese dioxide media
Multi-grade sand filters
Activated media beds
3️⃣ Backwashing
Periodic cleaning flushes out accumulated iron sludge, ensuring long-term efficiency.
### Key Benefits of Installing an IRP
✅ Crystal Clear Water
Removes yellow/brown discoloration
✅ Improved Taste & Odor
Eliminates metallic smell
✅ Protects Plumbing & Appliances
Prevents pipe blockage & scaling
✅ Extends RO System Life
Reduces membrane fouling
✅ Health & Hygiene Support
Reduces bacterial risks
### Where Iron Removal Plants are Essential
Residential borewells
Apartments & housing societies
Hotels & hospitals
Industries using groundwater
Pre-treatment before RO / Softener
### Signs You Need an Iron Removal Plant
⚠ Water turns brown after storage
⚠ Rust stains on bathroom fittings
⚠ Metallic taste
⚠ Frequent RO membrane failure
⚠ Slime deposits (iron bacteria)
### Choosing the Right Iron Removal System
Consider:
✔ Iron concentration (ppm)
✔ Daily water consumption
✔ Pressure & flow rate
✔ Automatic vs manual backwash
✔ Integration with existing WTP / RO
Professional water testing is highly recommended.
Conclusion
An Iron Removal Plant is a smart investment for anyone relying on borewell water. It not only improves water clarity and taste but also protects plumbing infrastructure and downstream purification systems. Clean, iron-free water enhances comfort, hygiene, and equipment lifespan.
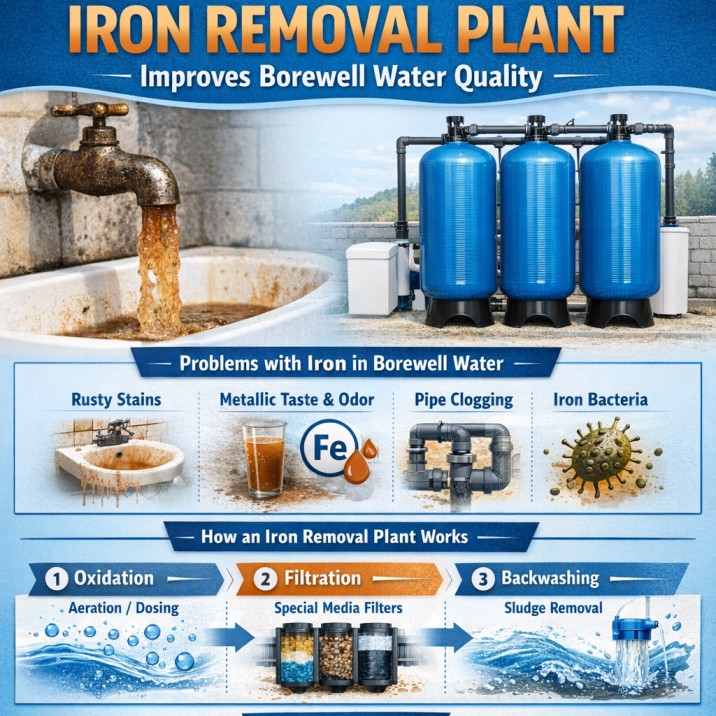
Feb 17, 2026
How an Iron Removal Plant Improves Borewell Water Quality
Borewell water is a primary water source for homes, apartments, and industries across India. While it is often abundant, it...
Zero Liquid Discharge (ZLD): Is It Right for Your Industry?
Feb 13, 2026
uploads/blogs/blog_698eae5540c30.jpg
A Zero Liquid Discharge system is a comprehensive wastewater treatment approach that:
✔ Recovers reusable water
✔ Converts dissolved solids into solid waste
✔ Prevents any liquid effluent discharge
Instead of releasing treated water into drains, ZLD recycles it back into operations.
How Does a ZLD Plant Work?
A typical ZLD process flow includes:
Pre-treatment / Effluent Treatment Plant (ETP)
Removal of suspended solids, oil, organics
Membrane Separation
UF / RO systems recover clean water
Concentrates reject stream
Evaporation / Crystallization
Thermal evaporation of brine
Salt recovery / solid waste formation
Water Reuse
Recovered water reused in cooling, boilers, washing
Industries That Commonly Use ZLD
ZLD is particularly valuable where:
Water consumption is high
Effluent discharge norms are strict
Raw water cost is rising
Typical sectors:
✔ Power plants
✔ Textile & dyeing units
✔ Pharmaceuticals
✔ Chemicals & petrochemicals
✔ Food & beverage processing
✔ Tanneries
✔ Electronics & semiconductor
Benefits of a ZLD System
1. Regulatory Compliance
Meets stringent pollution control board norms.
2. Maximum Water Recovery
Up to 95–99% water reuse possible.
3. Reduced Freshwater Dependency
Critical in water-scarce regions.
4. Environmental Protection
Prevents contamination of soil & water bodies.
5. Long-Term Cost Control
Savings on water procurement & discharge penalties.
Challenges to Consider
While ZLD offers major advantages, it’s not a universal fit.
⚠ High Capital Investment
Includes RO + evaporator + crystallizer.
⚠ Energy Intensive
Thermal evaporation consumes power/steam.
⚠ Operational Complexity
Requires skilled operation & maintenance.
⚠ Brine/Salt Disposal
Recovered solids must be handled responsibly.
When Does ZLD Make Financial Sense?
A ZLD plant becomes viable when:
✔ Discharge penalties are high
✔ Water costs are rising
✔ Freshwater availability is limited
✔ Regulatory pressure is strict
✔ Effluent volumes are large
Key Questions Before Investing in ZLD
Ask yourself:
1️⃣ What is your daily wastewater generation?
2️⃣ What are your discharge compliance risks?
3️⃣ How expensive is fresh/raw water?
4️⃣ Do you have energy capacity for evaporation?
5️⃣ Can recovered water be reused internally?
Alternatives to Full ZLD
If full ZLD seems excessive:
✔ High-recovery RO systems
✔ Partial recycle & reuse
✔ Advanced ETP with tertiary treatment
✔ Evaporator-only concentration
Expert Recommendation
ZLD is not just a treatment system — it’s a strategic sustainability decision.
It’s ideal for industries facing:
✔ Severe water scarcity
✔ Strict environmental regulations
✔ Large-scale wastewater discharge
But smaller operations may benefit from optimized recycling solutions instead of full ZLD.
Conclusion
A Zero Liquid Discharge system can transform wastewater from a liability into a resource — but only when aligned with technical feasibility, compliance needs, and ROI considerations.
Careful evaluation is essential.
Need Help Deciding?
At Srishti Polytech, we design:
✅ ZLD plants
✅ Effluent Treatment Plants (ETP)
✅ RO-based water recovery systems
✅ Customized recycle & reuse solutions
📞 Contact us for a feasibility assessment tailored to your industry.
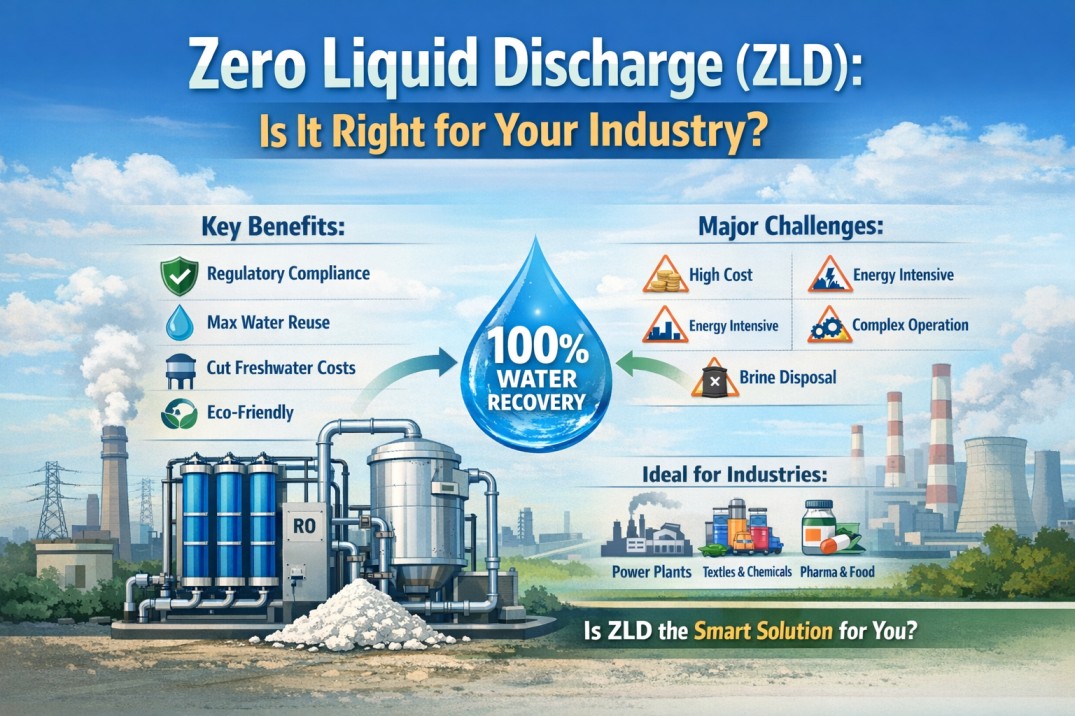
Feb 13, 2026
Zero Liquid Discharge (ZLD): Is It Right for Your Industry?
A Zero Liquid Discharge system is a comprehensive wastewater treatment approach that: ✔ Recovers reusable water ✔ Converts dissolved solids...
Why TDS Matters in Industrial Water Treatment | TDS Control Guide
Feb 11, 2026
uploads/blogs/blog_698c1c5aee708.jpg
What is TDS (Total Dissolved Solids)?
Total Dissolved Solids (TDS) refers to the concentration of dissolved substances present in water, including:
✔ Minerals (calcium, magnesium, sodium)
✔ Salts
✔ Metals
✔ Organic matter
TDS is typically measured in ppm (parts per million) and directly indicates water quality.
Why TDS is Important in Industrial Water Treatment
In industrial water treatment, TDS plays a crucial role in:
🔹 1. Equipment Protection
High TDS water can cause:
❌ Scaling in boilers
❌ Fouling of heat exchangers
❌ Membrane clogging in RO plants
❌ Corrosion in pipelines
Result: Reduced efficiency & costly downtime.
🔹 2. RO Plant Performance
An industrial RO plant is designed to reduce TDS, but:
Extremely high TDS → Faster membrane fouling
Poor pretreatment → Reduced rejection rate
Uncontrolled TDS → Higher operating cost
👉 Proper TDS control improves RO plant lifespan.
🔹 3. Product Quality
Industries requiring controlled TDS:
✔ Pharmaceuticals
✔ Food & Beverage
✔ Textiles
✔ Electronics
✔ Chemical manufacturing
High TDS can affect:
Taste
Chemical reactions
Surface finish
Process stability
🔹 4. Boiler & Cooling System Efficiency
High TDS leads to:
❌ Scale formation
❌ Heat transfer loss
❌ Increased fuel consumption
👉 Maintaining optimal TDS reduces energy waste.
Problems Caused by High TDS Water
Issue Industrial Impact
Scaling Reduced heat transfer
Corrosion Equipment damage
Membrane Fouling RO failure
Product Defects Quality rejection
Increased Chemical Usage Higher costs
Ideal TDS Levels for Industrial Use
Different applications require different TDS ranges:
Boiler Feed Water: Very low TDS
Cooling Towers: Controlled TDS cycles
Process Water: Application specific
Drinking / Packaged Water: As per standards
How to Control TDS in Industrial Water
✅ 1. Reverse Osmosis (RO Plant)
Best for TDS reduction and desalination.
✅ 2. Deionization (DI System)
For ultra-pure water applications.
✅ 3. Water Softener
Prevents scaling but does not reduce TDS significantly.
✅ 4. Proper Pretreatment
Sand filter, carbon filter, antiscalant dosing.
Why Industries Must Monitor TDS Regularly
Continuous monitoring helps:
✔ Prevent membrane damage
✔ Maintain compliance
✔ Optimize chemical dosing
✔ Improve plant efficiency
👉 Ignoring TDS = Increased operational cost
Conclusion
TDS in industrial water is not just a number — it directly affects:
✔ Equipment life
✔ Energy consumption
✔ RO plant performance
✔ Final product quality
Investing in the right industrial water treatment solution ensures:
✅ Lower maintenance costs
✅ Higher efficiency
✅ Consistent water quality
Need Help with High TDS Water?
If your industry faces:
❌ Scaling issues
❌ RO membrane failures
❌ Poor water quality
👉 A properly designed Industrial RO Plant / Water Treatment System can solve it.
Feb 11, 2026
Why TDS Matters in Industrial Water Treatment | TDS Control Guide
What is TDS (Total Dissolved Solids)? Total Dissolved Solids (TDS) refers to the concentration of dissolved substances present in water,...
How Proper RO Plant Maintenance Ensures Long-Term System Performance
Feb 10, 2026
uploads/blogs/blog_698ac352cf263.jpg
An RO (Reverse Osmosis) plant is a long-term investment for industries, commercial buildings, hospitals, and institutions. However, without proper RO plant maintenance, even the best-designed system can suffer from reduced performance, high operating costs, and frequent breakdowns.
Regular maintenance not only improves water quality but also extends membrane life, reduces downtime, and lowers overall costs. In this blog, Srishti Polytech, a trusted RO plant manufacturer in India, shares a complete RO plant maintenance checklist to ensure long-term, trouble-free performance.
Why RO Plant Maintenance Is Critical
Proper RO plant servicing helps to:
Maintain consistent water quality
Prevent membrane fouling and scaling
Reduce power and chemical consumption
Avoid sudden system failures
Increase RO membrane life
Meet industry and regulatory standards
Neglecting maintenance often leads to low recovery, high TDS in permeate, increased rejection rates, and expensive replacements.
RO Plant Maintenance Checklist (Step-by-Step)
1️⃣ Daily RO Plant Maintenance Checklist
✔ Check raw water pressure and flow rate
✔ Monitor inlet and outlet TDS values
✔ Inspect pressure drop across filters
✔ Check pump noise, vibration, and leakage
✔ Ensure no leakage in piping and fittings
✔ Verify electrical panel indicators
👉 Tip: Sudden pressure or TDS variation is an early sign of membrane fouling.
2️⃣ Pre-Treatment System Maintenance
Pre-treatment is the backbone of industrial RO plant maintenance.
✔ Clean or backwash Multigrade Filter (MGF)
✔ Backwash Activated Carbon Filter (ACF) regularly
✔ Check media condition (sand, gravel, carbon)
✔ Inspect softener resin and salt level
✔ Verify iron and turbidity levels
🔴 Poor pre-treatment is the number one cause of RO membrane failure.
3️⃣ Cartridge Filter Maintenance
✔ Inspect cartridge filters daily
✔ Replace cartridges when pressure drop increases
✔ Typical replacement cycle: 7–30 days (depends on feed water quality)
Using clogged cartridge filters leads to membrane damage and pump overload.
4️⃣ RO Membrane Maintenance Checklist
✔ Monitor permeate flow and salt rejection
✔ Check differential pressure across membranes
✔ Perform chemical cleaning (CIP) when required
✔ Avoid chlorine exposure to membranes
✔ Use recommended antiscalant dosing
📌 RO membrane cleaning should be done when:
Permeate flow drops by 10–15%
Pressure drop increases by 15–20%
Salt rejection decreases
5️⃣ Chemical Dosing System Maintenance
✔ Check antiscalant dosing pump operation
✔ Ensure correct chemical concentration
✔ Inspect dosing lines and NRVs
✔ Calibrate dosing pumps periodically
Incorrect dosing causes scaling, fouling, and membrane choking.
6️⃣ High-Pressure Pump Maintenance
✔ Check pump alignment and vibration
✔ Inspect mechanical seals and bearings
✔ Lubricate as per manufacturer guidelines
✔ Monitor motor current and temperature
Regular pump maintenance ensures energy efficiency and system stability.
7️⃣ Electrical & Control Panel Inspection
✔ Check contactors, relays, and wiring
✔ Inspect overload and short-circuit protection
✔ Test pressure switches and sensors
✔ Ensure proper earthing
Electrical issues are a major reason for unexpected RO plant shutdowns.
8️⃣ RO Plant Cleaning & Sanitization
✔ Sanitize RO system periodically
✔ Flush membranes after long shutdowns
✔ Prevent biofouling in storage tanks
✔ Maintain hygienic permeate pipelines
Sanitization is especially critical for drinking water, hospitals, and food industries.
9️⃣ Record Keeping & Performance Log
✔ Maintain daily log sheets
✔ Record pressure, flow, TDS, and recovery
✔ Track filter replacement and CIP history
✔ Analyze trends to predict failures
Good documentation improves preventive maintenance planning.
Recommended RO Plant Maintenance Schedule
Component Maintenance Frequency
Pre-filters Daily / Weekly
Cartridge filters 7–30 days
RO membranes 6–12 months (cleaning)
Pumps & motors Monthly
Electrical panel Quarterly
Full system audit Annually
Importance of RO Plant AMC (Annual Maintenance Contract)
Opting for a professional RO Plant AMC ensures:
Scheduled preventive maintenance
Priority breakdown support
Reduced operating cost
Longer equipment life
Consistent water quality
Srishti Polytech offers customized RO plant AMC services for industrial and commercial clients across India.
Why Choose Srishti Polytech for RO Plant Maintenance?
✔ OEM manufacturer support
✔ Experienced service engineers
✔ Genuine spare parts & membranes
✔ Customized maintenance plans
✔ Fast response & technical expertise
As a trusted RO plant manufacturer and service provider, we design and maintain systems for industries, hospitals, hotels, railways, and institutions.
Conclusion
A well-maintained RO plant delivers consistent performance, high-quality water, and long-term cost savings. Following this RO plant maintenance checklist and partnering with an experienced OEM like Srishti Polytech ensures your system operates at peak efficiency for years.
Call to Action (CTA)
📞 Need RO Plant Maintenance or AMC?
🌐 Visit: www.srishtipolytech.com
📧 Contact us for industrial RO plant servicing, upgrades, and AMC solutions.

Feb 10, 2026
How Proper RO Plant Maintenance Ensures Long-Term System Performance
An RO (Reverse Osmosis) plant is a long-term investment for industries, commercial buildings, hospitals, and institutions. However, without proper RO...
Iron Removal Plant – Working Principle, Benefits & Applications | Srishti Polytech
Feb 07, 2026
uploads/blogs/blog_6986d49cf0ab6.jpg
Iron Removal Plant: Working Principle, Benefits & Applications
Groundwater contamination with excess iron is a common problem across many regions in India. High iron content causes reddish-brown stains, metallic taste, pipeline choking, and damage to industrial equipment. An Iron Removal Plant (IRP) is an effective water treatment solution designed to remove dissolved and suspended iron from water, making it safe for domestic, commercial, and industrial use.
What Is an Iron Removal Plant?
An Iron Removal Plant is a water treatment system that removes iron (Fe²⁺ / Fe³⁺) from groundwater using oxidation, filtration, and adsorption processes. It improves water quality by eliminating iron particles, odor, discoloration, and turbidity.
Iron removal systems are widely used in:
Drinking water treatment
Industrial water supply
Rural and municipal water schemes
Pre-treatment for RO plants
Working Principle of an Iron Removal Plant
The working of an iron removal plant involves multiple stages:
1. Oxidation
Dissolved ferrous iron (Fe²⁺) is oxidized into ferric iron (Fe³⁺) using:
Aeration
Chlorination
Chemical oxidants (as per water quality)
Oxidized iron converts into insoluble iron particles.
2. Filtration
The oxidized iron particles are removed by passing water through a pressure filter containing specialized media such as:
Manganese dioxide
Birm media
Sand and gravel layers
3. Backwashing
Accumulated iron sludge is flushed out through periodic backwashing, ensuring consistent performance and long filter life.
Benefits of an Iron Removal Plant
✅ Removes excess iron effectively from groundwater
✅ Improves taste, color, and odor of water
✅ Prevents staining of pipelines, tanks, and fixtures
✅ Protects RO membranes and industrial equipment
✅ Low operating and maintenance cost
✅ Environment-friendly and chemical-efficient solution
Applications of Iron Removal Plants
Iron removal plants are used across multiple sectors:
🏭 Industrial Applications
Textile and dyeing industries
Food and beverage processing units
Pharmaceutical manufacturing
Boiler feed and cooling water treatment
🏘️ Domestic & Commercial Use
Residential apartments and housing societies
Hotels, hospitals, and schools
Commercial complexes and offices
🚰 Municipal & Rural Water Supply
Panchayat water supply schemes
Government drinking water projects
Community water treatment systems
Iron Removal Plant Capacity & Customization
Iron removal plants are available in various capacities, ranging from:
Small domestic units
Commercial systems (500–10,000 LPH)
Large industrial plants (customized flow rates)
Systems can be designed in FRP, MS, or SS vessels based on application, budget, and site conditions.
Why Choose Srishti Polytech for Iron Removal Plants?
Srishti Polytech is a trusted Iron Removal Plant manufacturer and supplier in India, offering:
Customized system design
High-quality filtration media
CPCB-compliant solutions
Installation and after-sales support
Cost-effective and durable plants
We provide complete solutions from design to commissioning for industrial and drinking water applications.
Conclusion
An Iron Removal Plant is an essential water treatment solution for areas affected by high iron content in groundwater. With proper design and filtration technology, it ensures clean, safe, and iron-free water for long-term use. Choosing the right manufacturer ensures efficiency, durability, and compliance with water quality standards.

Feb 07, 2026
Iron Removal Plant – Working Principle, Benefits & Applications | Srishti Polytech
Iron Removal Plant: Working Principle, Benefits & Applications Groundwater contamination with excess iron is a common problem across many regions...
FRP vs SS RO Plant: Which Material Is Best for Your Application?
Feb 05, 2026
uploads/blogs/blog_698440cdcf98a.jpg
Choosing the right RO plant material is one of the most important decisions while setting up an industrial or commercial reverse osmosis system. The two most commonly used materials are FRP (Fiber Reinforced Plastic) and SS (Stainless Steel).
Each has its own advantages, limitations, and ideal applications. In this blog, we’ll compare FRP vs SS RO plants in detail to help you select the best option for your industry.
What Is an FRP RO Plant?
An FRP RO plant uses Fiber Reinforced Plastic for pressure vessels, pipelines, and structural components. FRP is lightweight, corrosion-resistant, and cost-effective, making it widely popular in industrial water treatment.
Key Features of FRP RO Plants
High corrosion resistance
Lightweight and easy to install
Lower initial cost
Ideal for high TDS and chemical environments
What Is an SS RO Plant?
An SS RO plant is fabricated using Stainless Steel (SS 304 or SS 316). These plants are known for their durability, hygiene, and premium finish, making them suitable for food-grade and pharmaceutical applications.
Key Features of SS RO Plants
Excellent mechanical strength
Hygienic and easy to sanitize
Long service life
High aesthetic and professional appearance
FRP vs SS RO Plant – Detailed Comparison
Parameter FRP RO Plant SS RO Plant
Material Fiber Reinforced Plastic Stainless Steel (304 / 316)
Corrosion Resistance Excellent Very good (SS 316 best)
Initial Cost Low High
Weight Lightweight Heavy
Maintenance Low Moderate
Chemical Compatibility Very high Limited for strong acids
Hygiene Moderate Excellent
Appearance Industrial Premium
Life Span 10–15 years 15–25 years
Best For Industrial & utility water Food, pharma & hospitals
When to Choose an FRP RO Plant?
An FRP RO plant is the best choice when:
Feed water has high TDS, iron, or chemical content
Budget is a key concern
Application is industrial or utility-based
Corrosion resistance is more important than appearance
Ideal Applications
Power plants
Mining industries
Steel and cement plants
Textile industries
Boiler feed water systems
Effluent recycling plants
When to Choose an SS RO Plant?
An SS RO plant is recommended when:
Water quality must meet hygienic standards
The system is exposed to public or regulated environments
Long-term durability is required
Cleanability and aesthetics matter
Ideal Applications
Pharmaceutical industries
Food & beverage plants
Bottling plants
Hospitals & laboratories
Electronics & semiconductor industries
FRP vs SS RO Plant: Cost Comparison
FRP RO Plant: 25–40% cheaper than SS systems
SS RO Plant: Higher upfront cost but longer lifespan
💡 For industries with tight budgets and harsh water conditions, FRP offers better ROI. For regulated sectors, SS is a compliance-driven choice.
Which Is Better – FRP or SS RO Plant?
There is no single “best” material—the right choice depends on:
Water chemistry
Industry standards
Budget
Hygiene requirements
Operating environment
Quick Recommendation
Industrial & utility water → ✅ FRP RO Plant
Food, pharma & healthcare → ✅ SS RO Plant
Why Choose Srishti Polytech?
At Srishti Polytech, we manufacture and supply both FRP and SS RO plants tailored to your application.
What We Offer
OEM-manufactured RO systems
Capacity range: 100 LPH to 1,00,000 LPH
Custom design as per water analysis
Compliance with BIS & industry standards
PAN India supply and service support
📞 Need help selecting FRP or SS RO plant? Our experts will guide you with the right technical recommendation.
Feb 05, 2026
FRP vs SS RO Plant: Which Material Is Best for Your Application?
Choosing the right RO plant material is one of the most important decisions while setting up an industrial or commercial...
Effluent Treatment Plant (ETP): Complete Guide by Srishti Polytech
Feb 04, 2026
uploads/blogs/blog_6983198ab866b.jpg
Introduction to Effluent Treatment Plant (ETP)
With rapid industrial growth, wastewater treatment has become a critical requirement for industries across India. An Effluent Treatment Plant (ETP) is designed to treat industrial wastewater and make it safe for discharge or reuse, as per Pollution Control Board (PCB) norms.
At Srishti Polytech, we specialize in designing, manufacturing, supplying, and installing customized Effluent Treatment Plants for various industries, ensuring environmental compliance and sustainable water management.
What is an Effluent Treatment Plant?
An Effluent Treatment Plant (ETP) is a system used to treat wastewater generated from industrial processes such as:
• Chemical industries
• Pharmaceutical industries
• Food & beverage units
• Textile and dyeing industries
• Hospitals and laboratories
• Hotels and commercial facilities
The primary goal of an ETP is to remove harmful pollutants, reduce BOD, COD, TSS, oil & grease, and ensure treated water meets CPCB / SPCB discharge standards.
Importance of Effluent Treatment Plant
Installing an ETP system is not just a regulatory requirement—it is a responsible step toward environmental protection.
Key Benefits of ETP:
• Compliance with Pollution Control Board norms
• Reduction in environmental pollution
• Water recycling and reuse
• Cost savings on fresh water consumption
• Improved corporate environmental responsibility
Effluent Treatment Plant Process Flow
A standard Effluent Treatment Plant process consists of the following stages:
1. Preliminary Treatment
• Screening chamber
• Oil & grease trap
• Equalization tank
2. Primary Treatment
• pH correction (acid/alkali dosing)
• Coagulation and flocculation
• Primary clarifier for sludge removal
3. Secondary (Biological) Treatment
• Aeration tank (Activated Sludge Process / MBBR)
• Secondary clarifier
• Reduction of BOD and COD
4. Tertiary Treatment
• Pressure Sand Filter (PSF)
• Activated Carbon Filter (ACF)
• Advanced filtration / disinfection
5. Sludge Treatment
• Sludge thickener
• Filter press / sludge dewatering system
Types of Effluent Treatment Plants We Offer
At Srishti Polytech, we provide customized ETP solutions based on industry type and wastewater characteristics:
• Chemical ETP Plant
• Pharmaceutical ETP Plant
• Textile ETP Plant
• Food Processing ETP Plant
• Hospital Effluent Treatment Plant
• CETP (Common Effluent Treatment Plant)
Why Choose Srishti Polytech for Effluent Treatment Plant?
Srishti Polytech is a trusted name in water and wastewater treatment solutions with years of industry experience.
Our Key Strengths:
• Customized ETP design as per client requirement
• Use of high-quality MS / SS / FRP materials
• Energy-efficient and low-maintenance systems
• End-to-end solutions: design, supply, installation & commissioning
• AMC and operational support
Proprietor: Raj Kumar Pandey
Firm Name: Srishti Polytech
ETP Capacity Available
We design and manufacture Effluent Treatment Plants from:
• 5 KLD
• 10 KLD
• 25 KLD
• 50 KLD
• 100 KLD
• 200 KLD and above
All plants are designed as per CPCB & SPCB guidelines.
Effluent Treatment Plant Cost in India
The cost of an Effluent Treatment Plant depends on:
• Effluent characteristics (BOD, COD, pH, TDS)
• Treatment capacity (KLD)
• Process technology
• Automation level
• Material of construction
For the best ETP price in India, contact Srishti Polytech for a customized quotation.
Applications of Effluent Treatment Plant
• Industrial wastewater treatment
• Zero Liquid Discharge (ZLD) systems
• Water reuse for gardening, cooling, and flushing
• Environmental compliance for industries
Conclusion
An Effluent Treatment Plant (ETP) is essential for industries aiming for sustainable growth and legal compliance. With rising environmental regulations, choosing the right ETP manufacturer and supplier is crucial.
Srishti Polytech, under the leadership of Raj Kumar Pandey, delivers reliable, efficient, and cost-effective Effluent Treatment Plant solutions across India.
Contact us today to get expert guidance and the best ETP solution for your industry.

Feb 04, 2026
Effluent Treatment Plant (ETP): Complete Guide by Srishti Polytech
Introduction to Effluent Treatment Plant (ETP) With rapid industrial growth, wastewater treatment has become a critical requirement for industries across...
Complete Guide to Water Treatment Plants in India
Feb 03, 2026
uploads/blogs/blog_698195151be73.png
Introduction
Water treatment plants play a critical role in ensuring safe drinking water, compliant industrial discharge, and sustainable water management across India. With rising water scarcity, stricter pollution control norms, and rapid industrialization, water treatment systems such as RO, STP, ETP, Softener, and ZLD have become essential for municipalities, industries, hospitals, hotels, and commercial facilities.
This guide explains types of water treatment plants, processes, applications, regulations, costs, and selection tips—with an India-specific lens.
What is a Water Treatment Plant?
A Water Treatment Plant (WTP) is a system designed to remove physical, chemical, and biological contaminants from raw water or wastewater to make it suitable for drinking, industrial use, reuse, or safe discharge as per regulatory standards.
Types of Water Treatment Plants in India
1. Drinking Water Treatment Plant (DWTP)
Purpose: Make raw water potable.
Typical Process:
Coagulation & Flocculation
Sedimentation
Filtration (Sand/Activated Carbon)
Disinfection (Chlorination/UV/Ozone)
Applications: Municipal water supply, housing societies, institutions.
2. Reverse Osmosis (RO) Plant
Purpose: Remove dissolved salts (TDS), heavy metals, and pathogens.
Process Flow:
Pretreatment → High-pressure RO membranes → Posttreatment
Applications:
Industrial process water
Commercial drinking water
Bottling plants
Hospitals & dialysis centers
Common Capacities: 250 LPH to 1,00,000+ LPH
3. Effluent Treatment Plant (ETP)
Purpose: Treat industrial wastewater before discharge or reuse.
Industries Covered: Textile, pharma, chemicals, food & beverage, tanneries.
Process Stages:
Primary: Screening, equalization, pH correction
Secondary: Biological treatment (Aeration, MBBR)
Tertiary: Filtration, RO, disinfection
4. Sewage Treatment Plant (STP)
Purpose: Treat domestic sewage from buildings and campuses.
Common Technologies:
MBBR
SBR
MBR
ASP
Reuse: Gardening, flushing, cooling towers.
5. Water Softener Plant
Purpose: Remove hardness (Calcium & Magnesium).
Benefits:
Prevents scaling
Improves RO life
Reduces energy consumption
Applications: Boilers, cooling towers, hotels, laundries.
6. Zero Liquid Discharge (ZLD) System
Purpose: Ensure no wastewater discharge.
Includes: ETP + RO + MEE/ATFD
Mandatory For: Highly polluting industries in many Indian states.
Key Components of a Water Treatment Plant
Raw Water Pump
Pressure Sand Filter (PSF)
Activated Carbon Filter (ACF)
Dosing Systems (Antiscalant, Chlorine, pH)
RO Membranes & Pressure Vessels
Control Panel & Instrumentation
Treated Water Storage Tank
Water Treatment Regulations in India
Regulatory Bodies:
Central Pollution Control Board (CPCB)
State Pollution Control Boards (SPCBs)
BIS (IS 10500: Drinking Water Standards)
Compliance Areas:
Effluent discharge norms
Consent to Establish (CTE)
Consent to Operate (CTO)
Environmental Clearance (EC)
Cost of Water Treatment Plants in India (Indicative)
| Plant Type | Capacity | Approx. Cost (INR)
| RO Plant | 1000 LPH | 2 – 4 Lakhs |
| STP | 50 KLD | 6 – 10 Lakhs |
| ETP | 50 KLD | 8 – 15 Lakhs |
| Softener | 1000 LPH | 1 – 2 Lakhs |
Costs vary based on water quality, automation, and materials (FRP/SS).
How to Choose the Right Water Treatment Plant
1. Analyze raw water quality (TDS, hardness, iron, bacteria)
2. Define treated water usage (drinking, reuse, discharge)
3. Select capacity with future expansion in mind
4. Ensure compliance with CPCB/SPCB norms
5. Choose a reliable OEM manufacturer with service support
Why Choose an OEM Manufacturer in India?
Custom-built systems
Better pricing
Faster service & spares
Tender & GeM compatibility
Companies like Srishti Polytech design and manufacture customized water treatment plants for industrial and commercial applications across India.
Future of Water Treatment in India
Atmospheric Water Generation (AWG)
Smart RO systems with IoT
Water reuse & recycling
Energy-efficient membranes
Conclusion
Water treatment plants are no longer optional—they are essential infrastructure for sustainable growth in India. Selecting the right technology, capacity, and OEM partner ensures long-term compliance, cost savings, and environmental responsibility.
Looking for a customized Water Treatment Plant?
Contact Srishti Polytech for RO, STP, ETP, Softener & ZLD solutions across India.
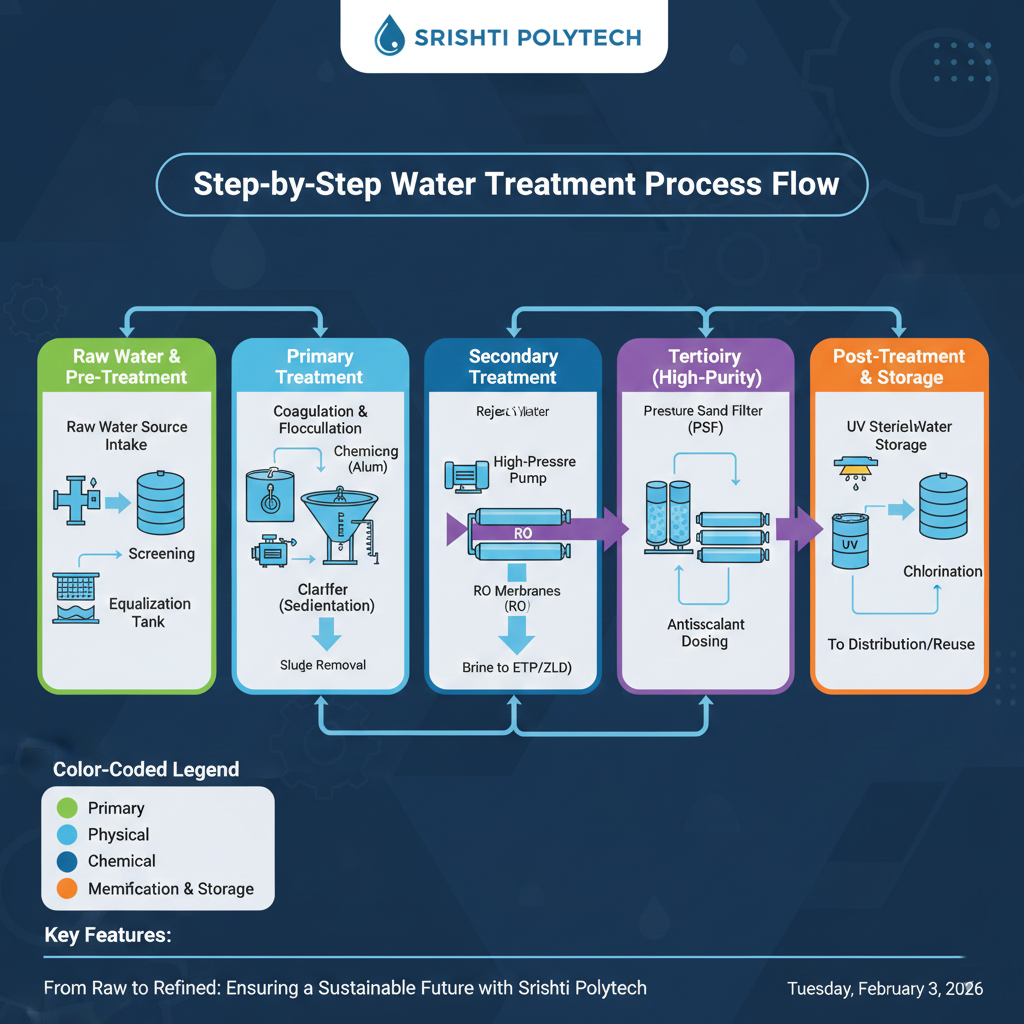
Feb 03, 2026
Complete Guide to Water Treatment Plants in India
Introduction Water treatment plants play a critical role in ensuring safe drinking water, compliant industrial discharge, and sustainable water management...
What is an RO Plant?
Feb 02, 2026
uploads/blogs/blog_69804c597d52e.png
What is an RO Plant?
Working, Components & Applications (Industrial + Commercial)
Clean and safe water is a critical requirement for industries, businesses, and institutions. One of the most widely used water purification technologies today is the RO (Reverse Osmosis) Plant. From factories and hospitals to hotels and schools, RO plants ensure consistent water quality by removing dissolved impurities, salts, and contaminants.
In this blog, we’ll explain what an RO plant is, how it works, its main components, and its industrial & commercial applications.
What is an RO Plant?
An RO Plant (Reverse Osmosis Plant) is a water purification system that removes dissolved salts, heavy metals, bacteria, viruses, and other impurities from water by using a semi-permeable membrane.
RO technology works on the principle of reverse osmosis, where pressure is applied to force water through a membrane, allowing only pure water to pass while rejecting contaminants.
RO plants are commonly used for:
* Drinking water purification
* Industrial process water
* Boiler & cooling applications
* Medical and pharmaceutical use
How Does an RO Plant Work?
The working of an RO plant happens in multiple stages to ensure high-quality purified water.
Step-by-Step RO Plant Working Process:
1. Raw Water Feed
* Water from borewell, tanker, or municipal supply enters the system.
2. Pre-Treatment Stage
* Suspended solids, dirt, chlorine, and organic matter are removed to protect the RO membrane.
3. High-Pressure Pump
* Increases water pressure to push it through the RO membrane.
4. RO Membrane Separation
* Pure water passes through the membrane.
* Dissolved salts and impurities are rejected as reject/brine water.
5. Post-Treatment
* pH correction, UV disinfection, or mineral dosing (if required).
6. Treated Water Storage
* Purified water is collected in a storage tank for usage.
Main Components of an RO Plant
An RO plant consists of several critical components that ensure efficient operation:
1. Raw Water Pump
Transfers feed water to the pre-treatment section.
2. Pre-Treatment System
Includes:
* Sand Filter (removes suspended particles)
* Activated Carbon Filter (removes chlorine, odor, color)
* Micron Cartridge Filters (fine filtration)
3. High-Pressure Pump
Provides required pressure to push water through RO membranes.
4. RO Membrane
The heart of the system. Removes:
* TDS (Total Dissolved Solids)
* Heavy metals
* Salts & chemicals
* Bacteria & viruses
5. Membrane Housing
Protects and holds RO membranes safely.
6. Control Panel
Manages system operation, pressure, flow, and safety interlocks.
7. Post-Treatment System
* pH correction dosing
* UV sterilizer (optional)
* Mineral dosing (for drinking water)
8. Product & Reject Water Lines
Separates purified water from reject water.
Industrial Applications of RO Plants
Industrial RO plants are designed for high capacity and heavy-duty usage.
Common Industrial Applications:
* Manufacturing Units
* Boilers & Cooling Towers
* Pharmaceutical & Chemical Industries
* Textile & Dyeing Industries
* Food & Beverage Processing
* Bottling & Packaged Drinking Water Plants
* Power Plants
* Mining & Heavy Industries
Industrial RO plants typically range from 500 LPH to 1,00,000+ LPH, depending on requirement.
Commercial Applications of RO Plants
Commercial RO plants focus on safe drinking water and moderate capacity.
Common Commercial Applications:
* Hospitals & Dialysis Centers
* Hotels & Restaurants
* Schools, Colleges & Hostels
* Offices & Corporate Buildings
* Shopping Malls
* Railway Stations & Airports
* Water ATMs
Commercial RO plants usually range from 250 LPH to 2000 LPH.
Benefits of Using an RO Plant
✔ Removes up to 99% dissolved impurities
✔ Improves taste, odor, and clarity of water
✔ Protects industrial equipment from scaling
✔ Reduces maintenance and operating costs
✔ Ensures compliance with water quality standards
✔ Customizable for industrial and commercial needs
Choosing the Right RO Plant Capacity
Selecting the correct RO plant depends on:
* Raw water TDS level
* Daily water consumption
* Industrial or drinking water usage
* Recovery percentage required
👉 Common capacities:
* 250 / 500 LPH – Commercial use
* 1000 / 2000 LPH – Hospitals, hotels, small industries
* 5000 LPH & above – Large industries
Why Choose Srishti Polytech for RO Plants?
Srishti Polytech is a trusted OEM manufacturer and supplier of RO plants for industrial and commercial applications.
What We Offer:
* Custom-designed RO plants
* High-quality membranes & pumps
* Robust SS/MS skid construction
* Energy-efficient systems
* After-sales service & AMC support
Conclusion
An RO plant is an essential solution for industries and commercial establishments facing water quality challenges. By understanding its working, components, and applications, businesses can make informed decisions for reliable and safe water treatment.
If you are planning to install an Industrial or Commercial RO Plant, Srishti Polytech can provide a tailor-made solution to meet your exact requirements.
Feb 02, 2026
What is an RO Plant?
What is an RO Plant? Working, Components & Applications (Industrial + Commercial) Clean and safe water is a critical requirement...
Effluent Cum Sewage Treatment Plant at Central Hospital Dhori – Srishti Polytech
Jan 12, 2026
uploads/blogs/blog_6964ab7ce9598.jpeg
Effective wastewater management is essential for hospitals and public infrastructure to protect public health and the environment. Srishti Polytech, a leading water treatment solution provider in India, has successfully designed, installed, and commissioned a 20 KLD Sewage Treatment Plant (STP) at Regional Hospital, Dhori Area, Jharkhand.
This project reflects Srishti Polytech’s commitment to delivering reliable, eco-friendly, and regulatory-compliant water treatment solutions for healthcare institutions.
Project Overview
The 20 KLD STP at Central Hospital Dhori has been developed to treat hospital sewage efficiently, ensuring safe disposal and reuse of treated water. Hospital wastewater requires specialized treatment due to the presence of organic waste, chemicals, and pathogens.
Project Details
Location: Central Hospital, Dhori Area, Jharkhand
Capacity: 20 KLD (Kilo Liters per Day)
Plant Type: Effluent Cum Sewage Treatment Plant (STP)
Application: Hospital wastewater treatment
Execution: Complete turnkey solution by Srishti Polytech
Importance of Sewage Treatment in Hospitals
Hospital wastewater, if untreated, can cause serious environmental and health hazards. A properly designed STP helps in:
Preventing groundwater and soil contamination
Meeting pollution control board guidelines
Improving sanitation and hygiene standards
Reducing environmental impact
Supporting water reuse for non-potable purposes
STP Process & Technology
The 20 KLD STP installed at Dhori Hospital uses a well-engineered treatment process to ensure consistent output quality.
Treatment Stages
1️⃣ Preliminary Treatment
Screening to remove solid waste
Grit removal to protect downstream equipment
2️⃣ Primary Treatment
Flow equalization
Settling of suspended solids
3️⃣ Secondary (Biological) Treatment
Effective reduction of BOD & COD
Biological breakdown of organic pollutants
4️⃣ Tertiary Treatment
Filtration and disinfection
Treated water suitable for reuse or safe discharge
Environmental Benefits
The installation of this STP delivers multiple environmental and social benefits:
🌱 Protection of natural water resources
💧 Water conservation through reuse
🏥 Cleaner and safer hospital surroundings
🌍 Contribution to sustainable development goals
Inauguration & Project Significance
The inauguration of the 20 KLD Sewage Treatment Plant at Central Hospital Dhori highlights the growing focus on sustainable infrastructure in public healthcare facilities. The project stands as a model for efficient wastewater management in hospitals across Jharkhand.
Why Choose Srishti Polytech?
Srishti Polytech is a trusted name in water and wastewater treatment solutions, offering customized systems for hospitals, industries, and government institutions.
Our Key Strengths
✔ Expertise in STP, ETP & RO Plants
✔ Turnkey project execution
✔ Robust design and quality fabrication
✔ Compliance with CPCB & SPCB norms
✔ Reliable after-sales support
✔ Proven track record in Jharkhand & PAN India
Applications of Our Water Treatment Solutions
Hospitals & medical institutions
Residential apartments & townships
Hotels & commercial buildings
Industrial units
Government and municipal projects
Conclusion
The 20 KLD Sewage Treatment Plant at Central Hospital Dhori demonstrates how efficient wastewater treatment can support environmental protection and public health. Through this project, Srishti Polytech continues to strengthen its position as a reliable water solution partner in India.
For STP, ETP, RO plants, and complete water management solutions, Srishti Polytech delivers performance you can trust.
Contact Srishti Polytech
🌐 Website: www.srishtipolytech.com
📍 Service Area: Jharkhand | Dhanbad | Bokaro | Ranchi | PAN India
💧 Solutions: STP | ETP | RO Plant | Industrial Water Treatment

Jan 12, 2026
Effluent Cum Sewage Treatment Plant at Central Hospital Dhori – Srishti Polytech
Effective wastewater management is essential for hospitals and public infrastructure to protect public health and the environment. Srishti Polytech, a...
RO + UV Water Purification Project at IIT (ISM) Dhanbad
Dec 29, 2025
uploads/blogs/blog_69524b89e63ef.png
Government Institutional Drinking Water Solution by Srishti Polytech
Srishti Polytech, a Dhanbad-based OEM and trusted water treatment solution provider, successfully executed a RO + UV potable water purification system project at IIT (ISM) Dhanbad through the Online CPP e-Procurement Portal (Central Public Procurement Portal – CPPP). This project reflects our capability to deliver government-compliant drinking water solutions for premier educational institutions in India.
Project Overview
IIT (ISM) Dhanbad, an Institute of National Importance, requires reliable and hygienic drinking water infrastructure to serve students, faculty, and staff. Under this project, Srishti Polytech supplied and commissioned a Potable Water Purification System with Inbuilt Water Cooler, designed specifically for institutional and continuous usage.
The entire procurement and execution process was carried out through the Online CPP e-Procurement system, ensuring transparency, compliance, and adherence to Government of India procurement norms.
Scope of Work
As part of this CPP e-procurement project, Srishti Polytech was responsible for:
Supply of RO + UV based potable water purification system
OEM-manufactured equipment with verified specifications
SS304 stainless steel body and storage tank for hygiene and durability
Installation, testing, and demonstration
Documentation and handover as per institutional and CPP guidelines
Execution Through Online CPP e-Procurement Portal
This project was executed through the Central Public Procurement Portal (CPPP), highlighting Srishti Polytech’s strong understanding of government tendering processes and compliance requirements. Our ability to meet technical specifications, delivery timelines, and service obligations makes us a reliable partner for CPP-based government projects.
Importance of the Project for IIT (ISM) Dhanbad
The installed RO + UV water purification system ensures:
Safe and hygienic drinking water for campus users
Reduced dependency on packaged drinking water
Compliance with government health and safety norms
Sustainable and cost-effective water management
Such projects contribute directly to improving campus infrastructure and student welfare.
Why Government Institutions Choose Srishti Polytech
OEM manufacturing with strict quality control
Proven experience in CPP and government projects
Compliance with IS standards and procurement norms
Strong service presence in Jharkhand and Eastern India
Timely installation and responsive after-sales support
Conclusion
The successful completion of the RO + UV water purification project at IIT (ISM) Dhanbad through Online CPP e-Procurement reinforces Srishti Polytech’s position as a trusted government water treatment solution provider. We remain committed to supporting educational institutions and public sector organizations with reliable, compliant, and efficient drinking water solutions.
For government tenders, institutional projects, and water treatment solutions, visit: 👉 www.srishtipolytech.com | www.srishtipolytech.in
Dec 29, 2025
RO + UV Water Purification Project at IIT (ISM) Dhanbad
Government Institutional Drinking Water Solution by Srishti Polytech Srishti Polytech, a Dhanbad-based OEM and trusted water treatment solution provider, successfully...
Government Water Treatment & ETP Projects | Srishti Polytech
Dec 29, 2025
uploads/blogs/blog_69520123e9dfa.png
Our Journey in Government Water Treatment Projects
Srishti Polytech: Delivering Reliable Water Treatment Solutions Across Eastern India
Clean water and responsible wastewater management are critical for sustainable development. Srishti Polytech, based in Dhanbad, Jharkhand, has been on a focused journey to support government and public sector organisations with water treatment solutions, Effluent Treatment Plants (ETP), and Operation & Maintenance (O&M) services. Over the years, we have successfully partnered with multiple government bodies and PSUs through platforms like GeM, CCL, CPP, and IRPES, delivering dependable and compliant solutions across Jharkhand, Odisha, West Bengal, and Bihar.
Our Journey: From Manufacturing to Government Projects
Srishti Polytech began as an OEM (Original Equipment Manufacturer) with a clear vision: to design, manufacture, and execute water treatment systems that meet Indian standards and real-world site conditions. What started with RO plants and water treatment equipment soon expanded into large-scale ETP projects, industrial water treatment, and annual operation & maintenance contracts for government institutions.
Our growth has been driven by:
Strong in-house technical expertise
Compliance with government norms and tender requirements
Timely execution and transparent communication
Long-term performance through structured O&M services
Government & PSU Projects We Serve
Srishti Polytech actively works with central and state government departments, PSUs, hospitals, educational institutions, and industrial units. Our experience includes projects executed through:
GeM (Government e-Marketplace)
We are a registered and active supplier on GeM, providing water treatment plants, ETP systems, spares, and O&M services as per tender specifications and timelines.
CCL (Central Coalfields Limited)
In mining-intensive regions, wastewater and effluent management is crucial. We support CCL with customized ETP solutions and maintenance services designed for high-load and challenging site conditions.
CPP (Captive Power Plants)
For CPP units, we deliver water and effluent treatment systems that ensure compliance with pollution control norms while maintaining operational efficiency.
IRPES & Other Engineering Systems
Through IRPES and allied platforms, we contribute to government engineering and infrastructure projects by supplying reliable treatment systems and long-term support.
Core Services Offered by Srishti Polytech
Effluent Treatment Plants (ETP)
We design, manufacture, install, and commission ETP plants for hospitals, industries, mining units, and government facilities. Our ETP solutions are tailored to meet CPCB and SPCB norms, ensuring safe discharge and reuse of treated water.
Operation & Maintenance (O&M)
A water treatment system is only as good as its operation. Our O&M services ensure:
Consistent performance
Reduced downtime
Optimised chemical and power consumption
Extended plant life
We offer AMC and comprehensive O&M contracts for government and PSU clients.
Turnkey Water Treatment Solutions
From site survey and design to installation and handover, we provide end-to-end water treatment solutions backed by documentation, training, and after-sales support.
Regional Presence: Four Key States
Jharkhand
With our base in Dhanbad, Jharkhand remains a core focus area. We actively serve mining regions, hospitals, and government institutions with ETP and water treatment solutions.
Odisha
In Odisha, we support healthcare facilities, industrial units, and government departments with compliant and efficient water treatment systems.
West Bengal
Our projects in West Bengal include water and wastewater treatment plants for public sector units and infrastructure-related facilities.
Bihar
In Bihar, we contribute to improving water quality and wastewater management through customised treatment solutions and reliable O&M services.
Why Government Bodies Trust Srishti Polytech
OEM capability with quality-controlled manufacturing
Proven experience in government and PSU projects
Compliance with tender, safety, and environmental norms
Prompt service support and transparent reporting
Focus on sustainability and long-term performance
Looking Ahead
As water scarcity and environmental regulations continue to grow in importance, Srishti Polytech remains committed to supporting government initiatives with innovative and dependable water treatment solutions. Our future roadmap includes advanced treatment technologies, improved automation, and sustainable water reuse systems for public infrastructure projects.
Partner with Srishti Polytech for trusted government water treatment solutions across Jharkhand, Odisha, West Bengal, and Bihar.
For enquiries and project discussions, visit www.srishtipolytech.com.
#SrishtiPolytech #GovernmentProjects #WaterTreatment #ETPPlant #OandMServices #GeM #CCL #CPP #IRPES #Jharkhand #Odisha #WestBengal #Bihar
Dec 29, 2025
Government Water Treatment & ETP Projects | Srishti Polytech
Our Journey in Government Water Treatment Projects Srishti Polytech: Delivering Reliable Water Treatment Solutions Across Eastern India Clean water and...
10 KLD ETP Plant at Bolani Hospital, Odisha | Srishti Polytech
Dec 24, 2025
uploads/blogs/blog_694b9e96b0431.png
Srishti Polytech successfully installed a 10 KLD Effluent Treatment Plant at Bolani Hospital, Odisha, ensuring safe and compliant hospital wastewater treatment as per CPCB norms.
Srishti Polytech has successfully designed, supplied, installed, and commissioned a 10 KLD Effluent Treatment Plant (ETP) at Bolani Hospital, Odisha, ensuring safe and eco-friendly treatment of hospital wastewater in compliance with CPCB and SPCB norms.
The 10 KLD ETP plant is specially engineered to treat hospital effluent, which contains organic load, chemicals, detergents, and biological contaminants. The system efficiently removes BOD, COD, TSS, oil & grease, and pathogens, making the treated water suitable for safe discharge or reuse for non-potable applications.
Key Features of the 10 KLD ETP Plant
Compact and space-saving design suitable for hospital premises
Automated chemical dosing system for consistent performance
High-efficiency Primary, Secondary, and Tertiary Treatment Process
Low power consumption and easy operation
Minimal maintenance with long service life
Designed as per CPCB / SPCB hospital wastewater guidelines
Process Flow of Hospital ETP
The installed hospital effluent treatment plant includes:
Collection & Equalization Tank
Chemical Dosing (Acid, Alkali, Coagulant, Flocculant)
Primary Clarification
Pressure Sand Filter (PSF)
Activated Carbon Filter (ACF)
Sludge Handling System
This 10 KLD ETP system ensures reliable performance and supports environmental sustainability by reducing pollution load and protecting nearby water bodies.
Trusted ETP Manufacturer in Odisha
With this successful installation at Bolani Hospital, Srishti Polytech reinforces its position as a leading ETP plant manufacturer and supplier in Odisha and Eastern India. Our customized wastewater treatment solutions are widely used in hospitals, industries, hotels, institutions, and commercial establishments.

Dec 24, 2025
10 KLD ETP Plant at Bolani Hospital, Odisha | Srishti Polytech
Srishti Polytech successfully installed a 10 KLD Effluent Treatment Plant at Bolani Hospital, Odisha, ensuring safe and compliant hospital wastewater...